Технология литья под давлением с использованием газа
Технология внутреннего газового давления
Применение процесса литья под давлением с использованием газа в компании Ming-Li

Технология литья под давлением с использованием внутреннего газового давления Ming-Li предполагает впрыскивание азота в полость пресс-формы, частично или полностью заполненную расплавом. Газ под давлением образует пузырек в центре расплава, который компенсирует усадку снаружи и, таким образом, устраняет усадочные раковины. Уменьшение количества пластика и увеличение центральной полости позволяют производить легкие компоненты с коротким циклом и одновременно с хорошим качеством поверхности. Этот процесс открывает перед конструкторами деталей возможности для изготовления сложных деталей с гладкими поверхностями из цельного куска.
Преимущества применения технологии Airmould:
- Улучшение качества
- Снижение веса
- Экономия пластиковых материалов
- Снижение себестоимости комплектующих
- Предотвращение образования усадочных раковин
- Снижение/предотвращение деформации
- Свобода дизайна
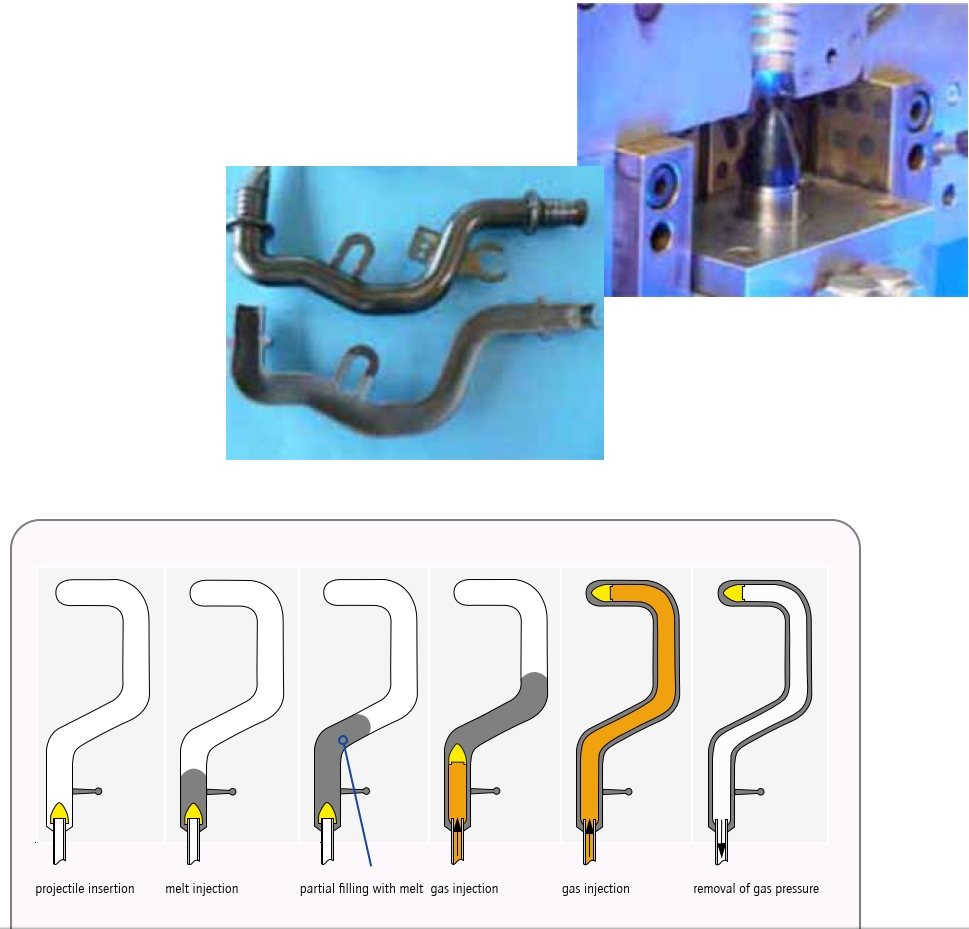
Процесс впрыска снаряда
При использовании этой технологии впрыска жидкости происходит вытеснение тела (проектного...).
плитка) прокачивается под давлением газа через предварительно впрыскиваемый раствор.
расплав. Снаряд вытесняет расплавленный пластик, образуя таким образом полость.
с равномерным диаметром. Этот процесс особенно рекомендуется.
Предназначено для ремонта труб и кабельных каналов. Ручки и другие детали.
также могут быть с большими пустотами одинакового диаметра
Произведено с использованием технологии впрыска снарядов.
Варианты процесса подробно описаны.
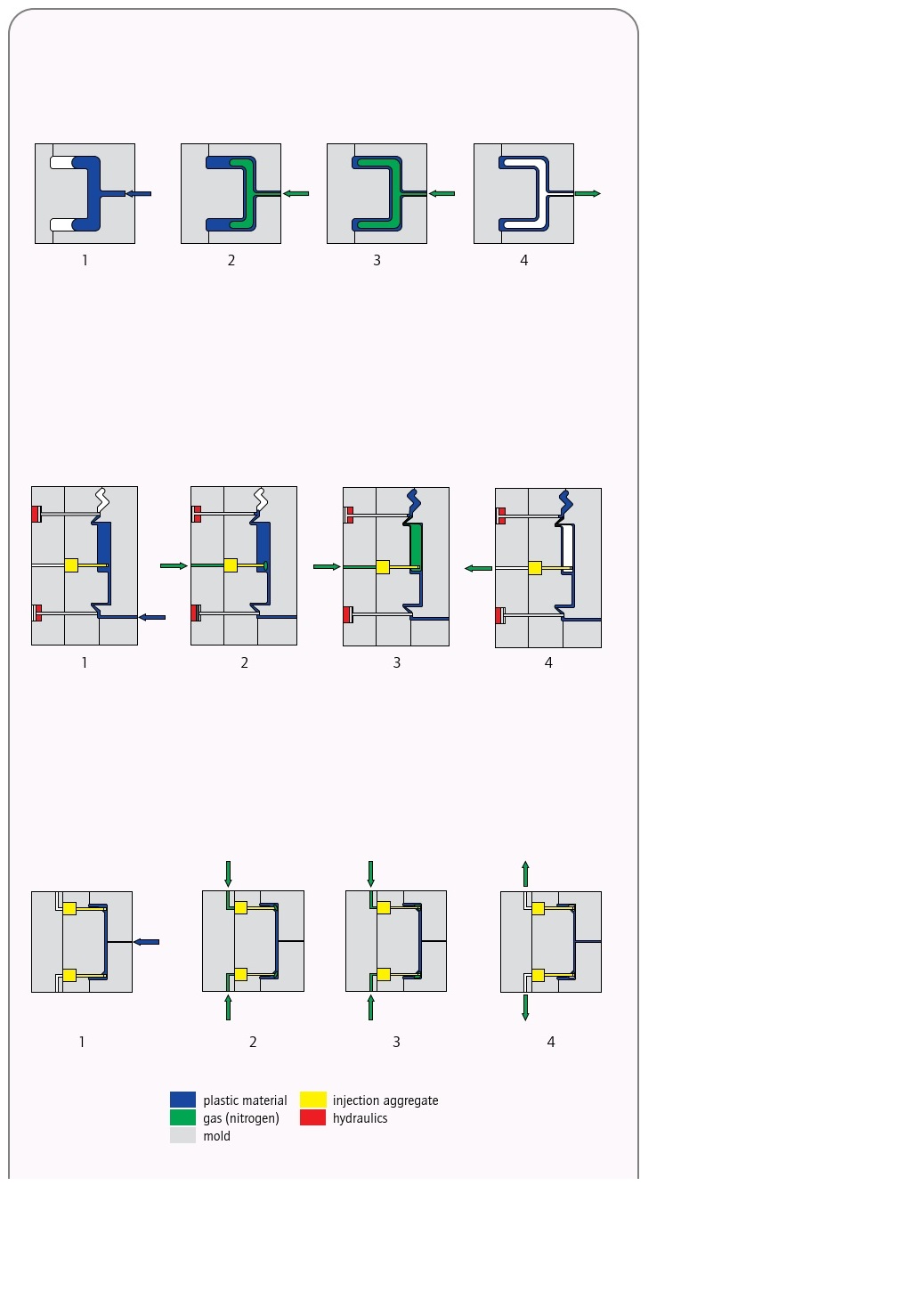
» Процесс частичного заполнения
Частичное пломбирование — это стандартная процедура.
Полость частично заполнена расплавом [1].
Затем впрыскивается газ. Образуется газовый пузырь.
внутри более горячей центральной области с более низким
вязкость и вытесняет эту часть
расплавить до полного заполнения полости
[2]. Давление газа поддерживается на уровне
удерживающее давление для компенсации усадки
ция [3] и, наконец, удалено до появления плесени
открытие [4]. Впрыск газа через
Сопло воздушно-формовочной машины служит для
Загерметизировать литник.
» Процесс образования переливной полости
В качестве первого этапа процесса выполняется компаундирование полости.
полностью заполнен расплавом [1]. При необходимости,
К расплаву прикладывается удерживающее давление.
Тогда образуется переливная полость (полость перелива).
открыли и ввели азот [2]. Газ
вытесняет расплав из центральной области
пластиковый материал попадает в перелив. Затем...
часто давление газа поддерживается
как удерживающее давление на протяжении всего
период охлаждения [3] и, таким образом, противодействует
Усадка. Давление газа сбрасывается.
перед вскрытием формы [4].
» Процесс компенсации усадки
Сначала полость полностью заполняется
расплав [1]. Затем впрыскивается азот [2].
и обеспечивает удерживающее давление
противодействовать усадке [3]. Газ образуется
каналы внутри формованной детали, в которых
Давление газа поддерживается на протяжении всего процесса.
период охлаждения и, таким образом, противодействует
Усадка. В зависимости от формы.
часть, газ впрыскивается либо через агро-
агрегаты внутри формы или воздушно-формовочной системы
сопло машины. Давление газа составляет
удалено до вскрытия формы [4].
Литье под давлением с использованием газа — это разновидность традиционного литья под давлением, в которой для облегчения процесса формования используется инертный газ, обычно азот. При литье под давлением с использованием газа газ впрыскивается в полость пресс-формы после первоначального впрыскивания расплавленной пластиковой смолы. Этот газ образует полые участки или каналы внутри детали, что снижает расход материала, время цикла и вес детали, одновременно улучшая качество поверхности и стабильность размеров.
Вот как работает процесс литья под давлением с использованием газа:
-
Первоначальная инъекция: Процесс начинается с впрыскивания расплавленной пластиковой смолы в полость пресс-формы через основной инжекционный блок. Эта первоначальная инъекция частично заполняет пресс-форму, оставляя пространство для последующего введения газа.
-
Впрыск газа: После первоначального впрыска устройство впрыска газа подает контролируемый объем инертного газа, обычно азота, в полость пресс-формы. Газ проходит через стратегически расположенные каналы или сопла внутри формы, вытесняя расплавленный пластик и образуя полые участки или каналы внутри детали.
-
Поддержание давления: После впрыскивания газа давление газа поддерживается внутри полости в течение определенного периода времени, как правило, до тех пор, пока деталь не остынет и не затвердеет достаточно, чтобы сохранить свою форму. Это давление помогает поддерживать стенки детали, предотвращая разрушение или деформацию по мере охлаждения пластика.
-
Охлаждение и затвердевание: По мере охлаждения детали давление газа снижается, и пластик затвердевает вокруг газовых каналов. Процесс охлаждения может быть ускорен за счет использования охлаждающих каналов внутри пресс-формы. После полного затвердевания деталь извлекается из полости пресс-формы.
К преимуществам технологии литья под давлением с использованием газа относятся:
-
Сокращение расхода материала: литье под давлением с использованием газа позволяет создавать полые секции или каналы внутри детали, что снижает общий расход материала при сохранении структурной целостности и прочности.
-
Сокращение времени цикла: Благодаря формированию полых секций внутри детали, литье под давлением с использованием газа позволяет сократить время охлаждения и время цикла по сравнению с литьем цельных деталей, что приводит к повышению эффективности и производительности производства.
-
Снижение веса детали: Включение полых секций или каналов в конструкцию детали позволяет значительно снизить ее вес, что делает литье под давлением с газовой поддержкой подходящим для применений, где желательна экономия веса, например, для автомобильных и аэрокосмических компонентов.
-
Улучшенная чистота поверхности: Литье под давлением с использованием газа может улучшить чистоту поверхности деталей за счет уменьшения усадочных раковин, деформаций и дефектов поверхности, обычно связанных с деталями, изготовленными методом литья под давлением из цельного материала.
-
Повышенная гибкость проектирования: литье под давлением с использованием газа обеспечивает большую гибкость проектирования, позволяя создавать сложные геометрические формы, подрезы и интегрированные элементы, которые могут быть сложными или невозможными для достижения с помощью традиционных методов литья.
-
Снижение затрат на оснастку: Литье под давлением с использованием газа может снизить затраты на оснастку по сравнению с другими процессами литья, поскольку позволяет использовать более компактные и простые пресс-формы благодаря уменьшенному расходу материала и более низким усилиям смыкания.
В целом, технология литья под давлением с использованием газа предлагает множество преимуществ для производителей, стремящихся выпускать легкие, высококачественные пластиковые детали сложной геометрии и с улучшенной обработкой поверхности, одновременно сокращая расход материала и время цикла.