Литье под давлением с использованием газа
Применение: Автомобильная промышленность в глобальном автомобильном секторе.
Впрыскивание газа вытесняет расплавленный полимерный сердечник перед газом в еще незаполненные участки формы и компенсирует эффекты объемной усадки, тем самым завершая фазы заполнения и уплотнения цикла и полую деталь.
Традиционно детали, изготовленные методом литья под давлением, проектируются с относительно постоянной толщиной стенок по всей длине. Это правило проектирования помогает избежать серьезных дефектов, таких как усадочные раковины и деформация. Однако, за исключением самых простых деталей, невозможно спроектировать деталь, все секции которой имели бы одинаковую толщину. Эти различия в толщине стенок приводят к тому, что разные участки детали уплотняются по-разному, что, в свою очередь, означает разницу в усадке по всей формовочной массе, и, следовательно, в таких ситуациях часто возникают деформация и усадка.

Максимальное давление смыкания обычно требуется на этапе уплотнения расплава в процессе формования. Это связано с усилием, которое необходимо приложить к полимерному литнику для уплотнения расплава по краям полости формы, чтобы компенсировать объемную усадку затвердевающего расплава. По сравнению с компактным литьем под давлением, при газовом литье под давлением расстояние, на которое необходимо уплотнить затвердевающий расплав, обычно значительно меньше из-за наличия газового сердечника. Это означает, что для достижения тех же результатов требуется пропорционально меньшее давление уплотнения, и, соответственно, требуется меньшее усилие смыкания машины.
Впрыск газа позволяет экономично производить компоненты со следующими характеристиками:
- Геометрия толстого сечения
- Нет следов усадки
- Минимальные внутренние напряжения
- Сниженная деформация
- Низкое давление зажима

Преимущества анализа Fill+Pack с использованием газа
Анализ методом заполнения и упаковки с использованием газа позволяет изучать поведение полимера и газового потока внутри модели детали, а также исследовать влияние изменений конструкции на пути потока полимера и газа.
Используя эту информацию, инженер-конструктор сможет оптимизировать конструкцию изделия и точно расположить точки впрыска полимера и газа. Это также позволит обеспечить соответствие техническим характеристикам изделия, используя все возможности процесса литья под давлением с газом. Дорогостоящие модификации оснастки, длительные сроки выполнения и метод проб и ошибок также будут сведены к минимуму.
Инженер-технолог получит выгоду от возможностей программы по изучению влияния различных условий обработки на компонент и сможет установить оптимальные условия обработки до ввода пресс-формы в эксплуатацию.
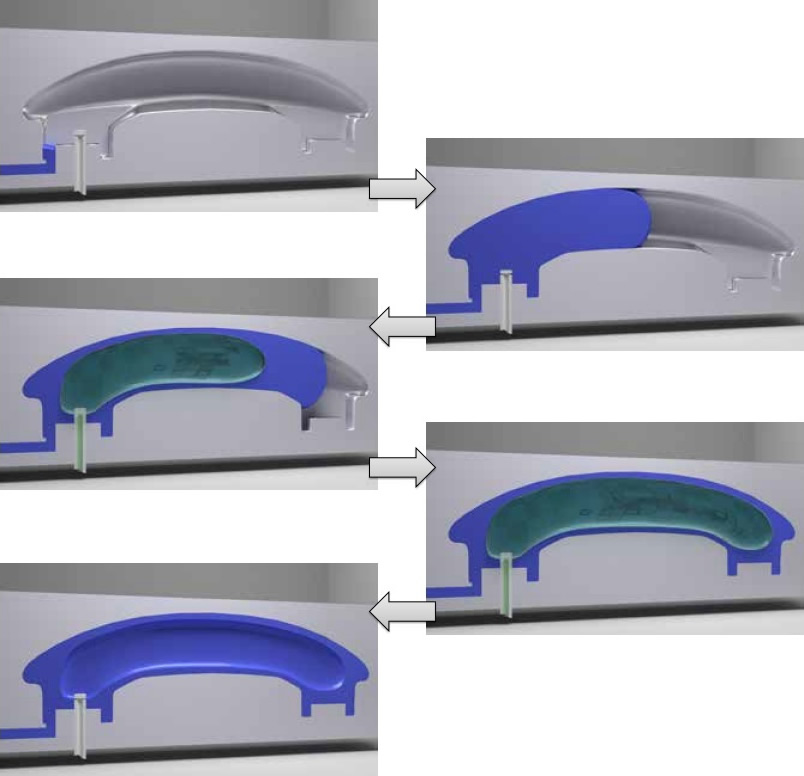
Литье под давлением с использованием газа — это процесс, применяемый для производства сложных полых пластиковых деталей с уменьшенным расходом материала, улучшенной чистотой поверхности и сокращенным временем цикла. Вот как, в общих чертах, работает этот процесс:
-
Этап литья под давлением : Процесс начинается как при традиционном литье под давлением, когда гранулы пластиковой смолы подаются в бункер литьевой машины. Затем гранулы нагреваются и расплавляются в цилиндре машины, образуя вязкий расплавленный материал.
-
Впрыскивание в пресс-форму : После того, как расплавленный пластик достигнет желаемой температуры и консистенции, он впрыскивается в полость пресс-формы под высоким давлением. Пресс-форма обычно проектируется с учетом особенностей и геометрии, позволяющих создать желаемую форму конечной детали, включая любые внутренние пустоты или полые участки.
-
Этап впрыска газа : По мере заполнения расплавленным пластиком полости пресс-формы, контролируемый объем инертного газа (обычно азота) впрыскивается в центр расплавленного пластика через газоинжекционное отверстие или сопло. Газ вытесняет расплавленный пластик из центра детали, заставляя его растекаться и прижиматься к стенкам пресс-формы.
-
Поддержание давления и охлаждение : После завершения впрыска газа давление газа поддерживается в течение короткого периода времени, чтобы удерживать пластик у стенок формы и предотвратить образование усадочных раковин или деформацию по мере охлаждения и затвердевания детали. Затем форма охлаждается с помощью водяных каналов для ускорения процесса затвердевания.
-
Извлечение детали : После полного охлаждения и затвердевания пластика пресс-форма открывается, и готовая деталь извлекается из полости пресс-формы. Газ, запертый внутри полых участков детали, обычно выходит наружу или высвобождается при открытии пресс-формы.
-
Дополнительные операции (при необходимости) : В зависимости от конструкции и требований к детали могут быть выполнены дополнительные операции, такие как обрезка, сверление или сборка, для окончательной обработки детали.
К основным преимуществам литья под давлением с использованием газа относятся:
- Снижение расхода материала: Использование газа позволяет создавать полые секции внутри детали, что снижает потребление материала по сравнению с цельными деталями.
- Улучшенное качество деталей: использование газа помогает уменьшить усадочные раковины, деформацию и дефекты поверхности за счет обеспечения равномерного давления во время охлаждения.
- Повышенная гибкость проектирования: данный процесс позволяет производить сложные детали со сложной геометрией и внутренними элементами.
- Сокращение времени цикла: Использование газа в качестве вспомогательного вещества позволяет сократить время цикла за счет ускорения процесса охлаждения и повышения скорости впрыска.
Литье под давлением с использованием газовой среды широко применяется в различных отраслях промышленности, включая автомобильную, производство потребительских товаров, электронику и медицинские изделия, для изготовления широкого спектра деталей, таких как автомобильные компоненты, корпуса бытовой техники, ручки и кожухи.
Это лишь частичный обзор литья под давлением с использованием газовой поддержки. Подходят ли они вам? Не уверены, как применить их в вашем следующем проекте? Просто свяжитесь с нашими техническими специалистами, и мы предоставим полезные советы о том, как добиться наилучших результатов от обоих процессов.

