气体辅助注塑成型
应用领域:全球汽车行业的汽车产业
气体注入将熔融聚合物芯推到气体前面,进入模具中尚未填充的部分,并补偿体积收缩的影响,从而完成循环的填充和保压阶段,并生产出空心零件。
传统上,注塑成型零件的设计目标是使整个零件的壁厚保持相对恒定。这种设计原则有助于避免诸如缩痕和翘曲等重大缺陷。然而,除了最简单的零件外,几乎不可能设计出所有部分壁厚都完全相同的零件。壁厚的差异会导致零件不同部分的填充方式不同,进而造成整个成型过程中收缩率的差异,最终导致变形和缩痕的发生。

在注塑成型的保压阶段,通常需要施加最大的锁模压力。这是因为需要对聚合物浇口施加一定的力,才能将熔体填充到模腔边缘,以补偿熔体凝固时的体积收缩。与紧密注塑成型相比,由于气芯的存在,气体注射成型所需的熔体填充距离通常要短得多。这意味着只需较低的保压压力即可达到相同的效果,进而所需的锁模力也更小。
气体喷射技术能够以更低的成本生产以下部件:
- 厚截面几何形状
- 没有下陷痕迹
- 最小内部应力
- 减少翘曲
- 低夹紧压力

气体辅助灌装+包装分析优势
气体辅助填充+保压分析使您能够研究零件模型中的聚合物和气体流动行为,并检查设计修改对聚合物和气体流动路径的影响。
利用这些信息,设计工程师能够优化产品设计,并精确定位聚合物和气体注射点。同时,还能确保产品规格得到满足,并充分利用气体注射成型工艺的优势。此外,还能最大限度地减少昂贵的模具修改、漫长的交货周期和反复试验。
工艺工程师将受益于该程序能够检查不同的加工条件对组件的影响,并在模具调试之前确定最佳加工条件。
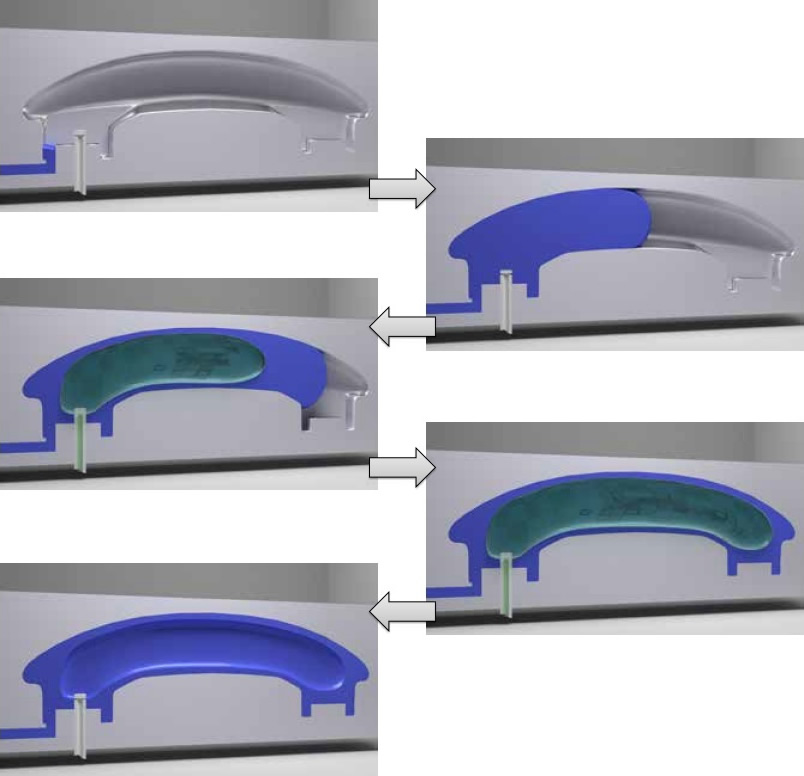
气体辅助注塑成型是一种用于生产复杂空心塑料零件的工艺,其特点是材料用量更少、表面光洁度更高、生产周期更短。以下是该工艺的一般工作原理:
-
注射阶段:该过程与传统注塑成型类似,首先将塑料树脂颗粒送入注塑机的料斗。然后,颗粒在机器的料筒内被加热熔化,形成粘稠的熔融材料。
-
注塑成型:当熔融塑料达到所需的温度和稠度后,在高压下注入模腔。模具通常根据最终零件的所需形状(包括内部空隙或中空部分)进行设计,并具有相应的特征和几何形状。
-
气体注入阶段:当熔融塑料充满模腔时,通过气体注入口或喷嘴,将一定量的惰性气体(通常为氮气)注入熔融塑料的中心。气体将熔融塑料从零件中心挤出,迫使其流动并紧贴模壁。
-
压力维持与冷却:气体注射完成后,会短暂维持气压,以使塑料紧贴模壁,防止零件冷却凝固过程中出现缩痕或翘曲。然后,利用水冷通道冷却模具,加速凝固过程。
-
零件脱模:塑料完全冷却固化后,模具打开,成品零件从模腔中脱出。零件空腔内滞留的气体通常会在模具打开时排出。
-
二次加工(如有必要) :根据零件的设计和要求,可以进行修整、钻孔或装配等二次加工,以完成零件的制造。
气体辅助注塑成型的主要优点包括:
- 减少材料用量:气体辅助成型允许零件内部形成空心部分,与实心零件相比,可减少材料消耗。
- 提高零件质量:气体辅助冷却通过在冷却过程中提供均匀压力,有助于减少缩痕、翘曲和表面缺陷。
- 增强设计灵活性:该工艺能够生产具有复杂几何形状和内部特征的复杂零件。
- 缩短循环时间:气体辅助可以通过加速冷却过程和加快注射速度来缩短循环时间。
气体辅助注塑成型技术广泛应用于汽车、消费品、电子和医疗器械等各个行业,用于生产各种零件,例如汽车零部件、家电外壳、把手和外壳。
这只是气体辅助注塑成型技术的部分概述。它是否适合您?不确定如何将其应用于您的下一个项目?请联系我们的技术专家,我们将为您提供有关如何从这两种工艺中获得最佳效果的实用建议。

