Дизайн

Анализ текучести расплава
С нами возможны любые решения в области пластмасс.
Во-первых, многие считают, что если вы знаете, где залить деталь, то анализ потока расплава в пресс-форме не требуется. Это заблуждение, и оно вряд ли существенно поможет вам сократить затраты и время, а также предотвратить другие проблемы. Да, вы сможете заполнить форму и получить детали, но будут ли они наилучшего качества с первой попытки? На этот вопрос можно ответить, проведя анализ потока расплава.
Зачастую вам может быть известна общая область литникового канала детали, но вы можете не определить точное местоположение литникового канала для обеспечения полностью сбалансированного заполнения всей детали и полостей. Небольшого дисбаланса в 2-10% может быть достаточно, чтобы создать проблемы при литье, которые иногда не видны в процессе обработки, но скрываются за более длительным циклом, охлаждением, проблемами с упаковкой, процентом брака, качеством поверхности, литниковыми или поточными линиями, чистотой поверхности, технологическим окном, усилием смыкания. На современном конкурентном рынке этого может быть достаточно, чтобы свести на нет вашу прибыль. Анализ, проведенный экспертами, такими как Ideal Tech, Inc., позволит вам не только избежать подобных проблем, но и улучшить свою продукцию, сэкономить средства и время. В долгосрочной перспективе это может принести вам прибыль, повысив конкурентоспособность вашей компании и обеспечив при этом более высокое качество продукции.
Услуги по проектированию пресс-форм
-
Анализ конструкции детали : Понимание требований и ограничений конечной формованной детали. Анализ геометрии детали, функциональных требований, выбора материала и эстетических соображений. Обеспечение пригодности конструкции детали для литья под давлением и возможности ее эффективного изготовления.
-
Проектирование литниковых каналов : Определите местоположение, размер и тип литниковых каналов для впрыскивания расплавленного пластика в полость пресс-формы. Выберите места расположения литниковых каналов, которые минимизируют расстояние потока, уменьшают количество сварных швов и обеспечивают правильное распределение материала. К распространенным типам литниковых каналов относятся краевые литники, штифтовые литники и системы горячего литья.
-
Система литников : Разработайте систему литников для эффективной подачи расплавленного пластика из инжекционного блока в полость пресс-формы. Учитывайте такие факторы, как скорость потока, перепад давления, балансировка и охлаждение. Оптимизируйте компоновку, диаметр и длину литников, чтобы минимизировать отходы и время цикла.
-
Система охлаждения : Разработайте эффективную систему охлаждения для отвода тепла из полости и сердечника пресс-формы. Обеспечьте равномерное охлаждение, чтобы предотвратить деформацию, усадку и внутренние напряжения в формованных деталях. Включите охлаждающие каналы вблизи поверхности полости и используйте методы конформного охлаждения для сложных геометрических форм.
-
Линия разъема и разделение пресс-формы : Определите линию разъема, где будут разделяться половины пресс-формы. Спроектируйте разделение пресс-формы таким образом, чтобы облегчить извлечение отформованной детали и минимизировать сложность пресс-формы. При необходимости включите такие элементы, как направляющие, подъемники и вставки, для подрезов и сложных геометрических форм.
-
Угол уклона : Примените углы уклона к конструкции детали, чтобы облегчить извлечение из пресс-формы и предотвратить подрезку. Обеспечьте достаточный угол уклона на вертикальных поверхностях для легкого извлечения детали из полости пресс-формы. Обычно рекомендуется угол уклона 1-2 градуса с каждой стороны.
-
Отделка и текстура поверхности : Укажите желаемую отделку и текстуру поверхности формованной детали. Спроектируйте полость и сердечник пресс-формы соответствующим образом, чтобы добиться требуемого качества поверхности, будь то гладкая, текстурированная или с рисунком. Учитывайте такие факторы, как эстетика детали, функциональность и требования к извлечению из формы.
-
Вентиляция : Обеспечьте достаточную вентиляцию по всей полости пресс-формы, чтобы воздух и газы могли выходить во время процесса впрыска. Предотвратите образование воздушных зазоров, пустот и следов пригорания, стратегически используя вентиляционные канавки, микроотверстия или выталкивающие штифты вдоль линии разъема и в местах, подверженных образованию воздушных зазоров.
-
Система выталкивания : Разработайте эффективную систему выталкивания для извлечения отформованной детали из полости пресс-формы после затвердевания. Используйте выталкивающие штифты, выталкивающие втулки или гидравлические выталкиватели для облегчения извлечения детали без повреждения пресс-формы или детали.
-
Вопросы, касающиеся оснастки : Учитывайте ограничения, связанные с оснасткой, такие как размер пресс-формы, ее сложность и технологичность. Оптимизируйте конструкцию пресс-формы для эффективного изготовления, сборки и обслуживания. Минимизируйте затраты на оснастку и сроки выполнения, обеспечивая при этом высокую точность и долговечность.
-
Моделирование и анализ : Используйте программное обеспечение для анализа потока расплава, чтобы смоделировать процесс литья под давлением и спрогнозировать потенциальные проблемы, такие как воздушные ловушки, линии сварки и усадочные раковины. Оптимизируйте конструкцию пресс-формы на основе результатов моделирования для достижения оптимального качества и производительности деталей.
Включение этих ключевых элементов в конструкцию пресс-формы для литья пластмасс под давлением позволяет производителям создавать пресс-формы, способные изготавливать высококачественные, точные и однородные формованные детали с минимальным количеством дефектов и оптимальной эффективностью.
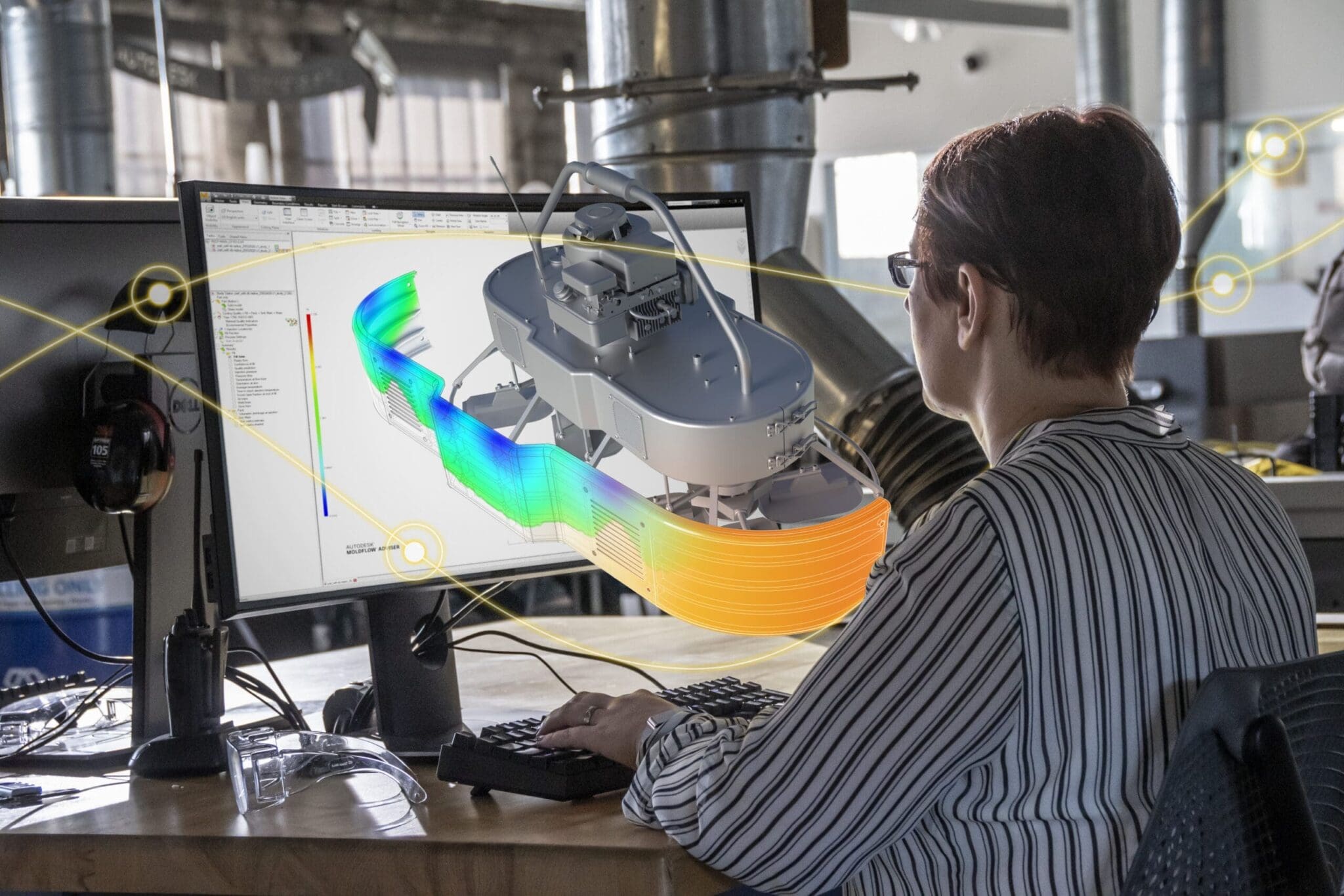
Анализ потока расплава для оптимизации конструкции пресс-формы.
Анализ потока расплава — важнейший инструмент, используемый при проектировании и оптимизации пресс-форм для процессов литья под давлением. Вот как это работает и почему это важно:
-
Понимание течения расплавленного пластика в пресс -форме: Анализ течения расплавленного пластика имитирует его поток внутри полости пресс-формы в процессе литья под давлением. Он позволяет прогнозировать поведение материала при различных условиях обработки, включая характер течения, распределение давления, скорость охлаждения и потенциальные дефекты.
-
Оптимизация конструкции : Анализ потока расплава позволяет конструкторам выявлять потенциальные проблемы, такие как воздушные ловушки, сварочные швы, усадочные раковины и деформация, еще до начала изготовления пресс-формы. Это дает возможность итеративно улучшать конструкцию для оптимизации качества деталей, минимизации производственных дефектов и повышения технологичности производства.
-
Выбор материала : Анализ текучести расплава помогает выбрать подходящий пластиковый материал для предполагаемого применения, оценивая его реологические свойства, температуру расплава, вязкость и поведение при литье под давлением. Это обеспечивает совместимость материала и конструкции пресс-формы, что приводит к улучшению характеристик и стабильности деталей.
-
Проектирование литниковых каналов : Анализ потока в пресс-форме помогает оптимизировать конструкцию литниковых каналов для эффективного потока материала и сбалансированного заполнения полости пресс-формы. Он помогает определить оптимальное расположение, размер и геометрию литниковых каналов для минимизации ограничений потока, снижения перепада давления и предотвращения дефектов деталей, таких как неполное впрыскивание и задержки потока.
-
Проектирование системы охлаждения : Правильное охлаждение имеет важное значение для достижения равномерного качества деталей и минимизации времени цикла при литье под давлением. Анализ потока расплава позволяет конструкторам оптимизировать расположение каналов охлаждения внутри пресс-формы, обеспечивая оптимальные скорости охлаждения и равномерное распределение температуры по всей геометрии детали. Это помогает предотвратить деформацию, усадку и остаточные напряжения в отлитых деталях.
-
Прогнозирование поведения детали : анализ потока расплава позволяет получить представление о том, как будет вести себя отформованная деталь после извлечения из формы, включая точность размеров, усадку, деформацию и остаточные напряжения. Моделирование процесса охлаждения и затвердевания позволяет конструкторам предвидеть и минимизировать потенциальные проблемы, которые могут возникнуть во время производства или в конечном применении.
-
Итеративное совершенствование : анализ потока расплава облегчает итеративный процесс проектирования, позволяя конструкторам быстро оценивать различные варианты конструкции, определять их влияние на качество и технологичность деталей, а также принимать обоснованные решения для оптимизации конструкции пресс-формы до начала изготовления. Такой итеративный подход экономит время и средства, сводя к минимуму необходимость в физических прототипах и методе проб и ошибок.
-
Сокращение времени выхода на рынок : Благодаря точному прогнозированию и устранению потенциальных проблем, связанных с литьем, анализ потока расплава помогает оптимизировать цикл разработки продукта и ускорить вывод новых продуктов на рынок. Он позволяет дизайнерам заблаговременно выявлять и решать производственные проблемы на ранних этапах проектирования, что приводит к более быстрому и экономически эффективному наращиванию объемов производства.
В заключение, анализ потока расплава является незаменимым инструментом для оптимизации конструкции пресс-форм, помогая конструкторам добиться лучшего качества деталей, повышения эффективности производства и сокращения времени выхода на рынок в процессах литья под давлением.

Материалы для пресс-форм, используемые при литье пластмасс под давлением
Литье под давлением — это очень универсальный производственный процесс, используемый для изготовления широкого спектра пластиковых деталей и изделий. Выбор материала для пресс-формы имеет решающее значение, поскольку он напрямую влияет на качество, долговечность и экономическую эффективность процесса литья. Вот некоторые из наиболее часто используемых материалов для пресс-форм в литье под давлением:
-
Стальные сплавы :
- Инструментальная сталь (например, P20, H13) : Инструментальные стали широко используются для литья под давлением благодаря своей превосходной износостойкости, прочности и обрабатываемости. P20 — это универсальная инструментальная сталь общего назначения, подходящая для многих применений, в то время как H13 обладает более высокой твердостью и жаростойкостью, что делает ее подходящей для крупносерийного производства и литья абразивных материалов.
-
Нержавеющая сталь :
- SUS 420, SUS 316 : Формы из нержавеющей стали обладают хорошей коррозионной стойкостью и подходят для формования агрессивных или высокотемпературных материалов. SUS 420 обычно используется для формования общего назначения, в то время как SUS 316 обеспечивает более высокую коррозионную стойкость, что делает его подходящим для формования медицинских или пищевых пластмасс.
-
Алюминиевые сплавы :
- Алюминий 7075, алюминий 6061 : Алюминиевые формы легкие и обладают превосходной теплопроводностью, что позволяет быстрее охлаждать и сокращать время цикла. Алюминий 7075 — высокопрочный сплав, подходящий для крупносерийного производства, в то время как алюминий 6061 более экономичен и подходит для изготовления прототипов или мелкосерийного литья.
-
Бериллиево-медный сплав :
- C17200 (сплав 25) : Бериллиево-медные формы обладают превосходной теплопроводностью и высокой прочностью, что обеспечивает быструю передачу тепла и сокращение времени цикла. Они широко используются для формования тонкостенных или сложных деталей, требующих быстрого охлаждения.
-
Предварительно закаленная сталь :
- NAK80, 718 : Предварительно закаленные стали обладают хорошей обрабатываемостью и стабильностью размеров, что исключает необходимость последующей термообработки. NAK80 — популярный выбор для литья оптических и электронных деталей, а 718 обеспечивает более высокую твердость и износостойкость, что делает его подходящим для литья абразивных материалов.
-
Инструментальные смолы и композиты :
- Эпоксидная инструментальная плита RenShape : Инструментальные смолы и композиты используются для быстрого и экономичного создания прототипов или мелкосерийных пресс-форм. Эпоксидные инструментальные плиты обеспечивают хорошую стабильность размеров и качество поверхности, а RenShape — это легкий, обрабатываемый материал, подходящий для создания сложных пресс-форм.
Выбор материала для пресс-формы зависит от таких факторов, как сложность детали, объем производства, совместимость материалов, требования к качеству поверхности и бюджетные ограничения. Инженеры и конструкторы пресс-форм тщательно оценивают эти факторы, чтобы выбрать наиболее подходящий материал для каждой конкретной задачи, обеспечивая оптимальную производительность и экономичность процесса литья под давлением.

Виды пресс-форм для литья пластмасс под давлением
Пресс-формы для литья пластмасс под давлением являются важными инструментами в процессе производства пластиковых деталей. Существуют различные типы пресс-форм, каждый из которых предназначен для конкретных задач и производственных требований. Вот некоторые распространенные типы пресс-форм для литья пластмасс под давлением:
-
Двухплитная пресс-форма: Как следует из названия, двухплитная пресс-форма состоит из двух основных плит: полой плиты и стержневой плиты. Эти плиты установлены соответственно на неподвижной и подвижной сторонах литьевой машины. Полая плита содержит полость, которая формирует внешнюю форму формованной детали, а стержневая плита содержит стержень, который формирует внутренние элементы детали.
В двухплитной пресс-форме полость и сердечник выравниваются таким образом, чтобы при закрытии образовалась сплошная полость пресс-формы. Расплавленный пластик впрыскивается в эту полость, заполняя пространство и принимая форму пресс-формы. После охлаждения и затвердевания пластика пресс-форма открывается, и деталь извлекается.
Двухплитные пресс-формы относительно просты по конструкции, что делает их экономически выгодными и подходящими для широкого спектра применений. Однако они могут не подходить для деталей со сложной геометрией или элементами, требующими боковых механизмов.
-
Трехплитная пресс-форма: Трехплитная пресс-форма сложнее двухплитной и состоит из трех основных плит: плиты полости, плиты стержня и третьей плиты, известной как литниковая плита или съемная плита. Литниковая плита расположена между плитами полости и стержня и содержит каналы (литники), которые направляют расплавленный пластик от инжекционного сопла в полость пресс-формы.
В трехплитной пресс-форме литниковая плита служит для отделения литника, литников и каналов от формованной детали, что облегчает извлечение. При открытии пресс-формы литниковая плита перемещается независимо от плит полости и стержня, облегчая удаление литника и литников.
Трехплитные формы часто используются в тех случаях, когда конструкция литниковой системы и каналов имеет решающее значение, например, в многогнездных формах или формах со сложными литниковыми системами. Они обеспечивают большую гибкость в расположении литников и помогают минимизировать отходы, позволяя перерабатывать материал литниковых каналов.
-
Одногнездные пресс-формы: Одногнездные пресс-формы позволяют изготавливать одну деталь за цикл. Они подходят для мелкосерийного производства или для крупных деталей, где использование многогнездных пресс-форм нецелесообразно. Одногнездные пресс-формы часто используются для прототипирования или мелкосерийного производства.
-
Многогнездные пресс-формы: Многогнездные пресс-формы имеют две или более одинаковых полостей, что позволяет одновременно производить несколько деталей за один цикл формования. Они используются для повышения эффективности производства и снижения себестоимости единицы продукции при крупносерийном производстве. Многогнездные пресс-формы широко применяются в таких отраслях, как автомобилестроение, электроника и производство потребительских товаров.
-
Семейные пресс-формы: Семейные пресс-формы состоят из нескольких полостей, каждая из которых позволяет одновременно производить различные детали. Это позволяет производить узлы или наборы деталей за один цикл формования, оптимизируя производственные процессы и сокращая время и затраты на производство. Семейные пресс-формы выгодны для производства компонентов, которые затем собираются вместе в конечном продукте.
-
Формы с горячеканальной системой: В формах с горячеканальной системой используется система нагреваемых каналов для подачи расплавленного пластика непосредственно в полость формы, что исключает необходимость в литниках и сокращает отходы материала. Они идеально подходят для крупносерийного производства, где важны быстрые циклы и минимальные отходы материала. Формы с горячеканальной системой широко используются в таких отраслях, как упаковка, медицинские изделия и бытовая электроника.
-
Формы с холодным литником: Формы с холодным литником имеют систему необогреваемых каналов (литников), которые подают расплавленный пластик из инжекционного блока в полость формы. После каждого цикла необходимо удалить излишки материала из литников, что приводит к некоторому отходу материала. Формы с холодным литником часто используются для мелкосерийного производства или когда использование горячих литников нецелесообразно из-за требований к материалу или соображений стоимости.
-
Вставные пресс-формы: Вставные пресс-формы позволяют встраивать металлические или пластиковые вставки в полость пресс-формы перед впрыском, что обеспечивает инкапсуляцию предварительно отформованных компонентов или вставок внутри отформованной детали. Они используются для производства деталей с интегрированными элементами или для повышения прочности и функциональности деталей. Вставные пресс-формы широко применяются в таких отраслях, как автомобилестроение, аэрокосмическая промышленность и электроника.
-
Формы для литья под давлением/двухкомпонентные формы: Формы для литья под давлением или двухкомпонентные формы позволяют впрыскивать несколько материалов или цветов в одну и ту же форму для создания деталей с несколькими слоями или компонентами. Они обычно используются для производства мягких на ощупь рукояток, многоцветных деталей или деталей со встроенными уплотнениями или прокладками. Литье под давлением часто применяется в таких отраслях, как бытовая электроника, медицинские приборы и бытовая техника.
-
Пресс-формы для прототипов: Пресс-формы для прототипов используются для производства недорогих прототипов или небольших партий деталей в целях тестирования и проверки. Зачастую они изготавливаются из более дешевых материалов и могут иметь упрощенную конструкцию по сравнению с производственными пресс-формами. Пресс-формы для прототипов необходимы для процессов разработки и итерации продукции в таких отраслях, как производство потребительских товаров, промышленного оборудования и медицинских изделий.
Это некоторые из основных типов пресс-форм для литья пластмасс под давлением, используемых в производстве. Выбор подходящего типа пресс-формы зависит от таких факторов, как объем производства, сложность деталей, требования к материалам и соображения стоимости.
