เทคโนโลยีการฉีดขึ้นรูปโดยใช้แก๊สช่วย
เทคโนโลยีแรงดันก๊าซภายใน
การประยุกต์ใช้กระบวนการฉีดขึ้นรูปโดยใช้แก๊สช่วยในโรงงานหมิงหลี่

การขึ้นรูปด้วยแรงดันก๊าซภายในแบบหมิงหลี่ (Ming-Li internal gas pressure injection molding) เป็นกระบวนการที่ฉีดไนโตรเจนเข้าไปในโพรงแม่พิมพ์ที่บรรจุพลาสติกหลอมเหลวอยู่บางส่วนหรือทั้งหมด ก๊าซที่มีแรงดันจะก่อตัวเป็นฟองอากาศตรงกลางของพลาสติกหลอมเหลว ซึ่งจะต้านทานการหดตัวที่ด้านนอกและช่วยขจัดรอยยุบ การลดปริมาณพลาสติกและขยายโพรงตรงกลางทำให้สามารถผลิตชิ้นส่วนน้ำหนักเบาเฉพาะรุ่นได้ด้วยเวลาการผลิตที่สั้นและคุณภาพพื้นผิวที่ดีไปพร้อมกัน กระบวนการนี้เปิดโอกาสที่ดีสำหรับนักออกแบบชิ้นส่วนขึ้นรูปในการผลิตชิ้นส่วนที่ซับซ้อนด้วยพื้นผิวเรียบในชิ้นเดียว
ข้อดีของการใช้งาน Airmould:
- การปรับปรุงคุณภาพ
- การลดน้ำหนัก
- การประหยัดวัสดุพลาสติก
- การลดต้นทุนต่อหน่วยของชิ้นส่วน
- การป้องกันรอยยุบ
- การลด/ป้องกันการบิดเบี้ยว
- อิสระในการออกแบบ
กระบวนการฉีดกระสุน
ด้วยเทคโนโลยีการฉีดของเหลวนี้ ตัวถังแทนที่ (โครงการ-
แผ่นกระเบื้องถูกขับเคลื่อนด้วยแรงดันแก๊สผ่านช่องที่ฉีดไว้ก่อนหน้านี้
หลอมเหลว กระสุนปืนจะดันพลาสติกหลอมเหลวออกไป ทำให้เกิดโพรงขึ้น
มีเส้นผ่านศูนย์กลางสม่ำเสมอ กระบวนการนี้แนะนำเป็นพิเศษ
ซ่อมแซมท่อและท่อร้อยสายไฟ ด้ามจับและชิ้นส่วนอื่นๆ
ที่มีช่องว่างขนาดใหญ่และมีเส้นผ่านศูนย์กลางสม่ำเสมอ ก็สามารถทำได้เช่นกัน
ผลิตด้วยเทคโนโลยีการฉีดกระสุน
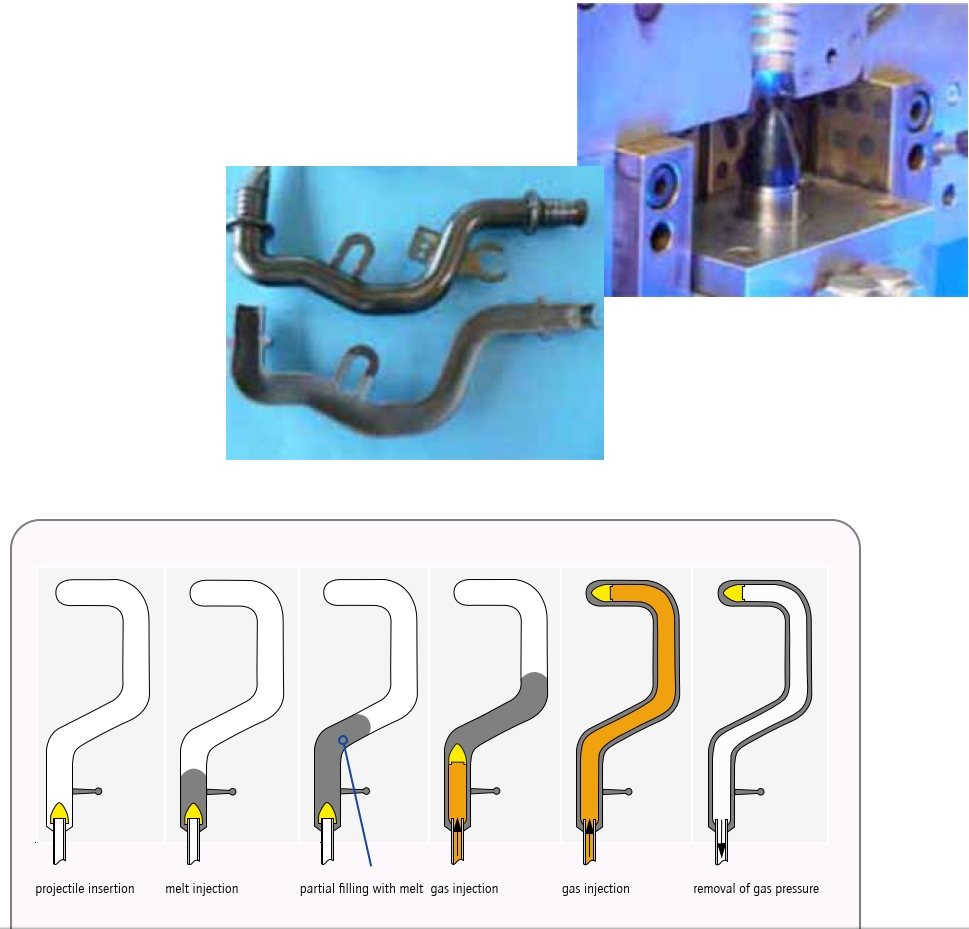
รายละเอียดของกระบวนการต่างๆ
» กระบวนการเติมบางส่วน
การอุดฟันเพียงบางส่วนเป็นกระบวนการมาตรฐาน
โพรงถูกเติมด้วยของเหลวหลอมเหลวบางส่วน [1]
ขั้นตอนต่อไปคือการฉีดแก๊สเข้าไป ซึ่งจะทำให้เกิดฟองแก๊สขึ้น
สามารถอยู่ภายในบริเวณแกนกลางที่ร้อนกว่าซึ่งมีอุณหภูมิต่ำกว่าได้
ความหนืดและแทนที่ส่วนนี้ของ
ละลายจนกระทั่งช่องว่างเต็มไปด้วยวัสดุทั้งหมด
[2]. ความดันแก๊สจะถูกรักษาไว้ดังนี้
แรงดันคงที่เพื่อชดเชยการหดตัว
tion [3] และในที่สุดก็ถูกกำจัดออกก่อนแม่พิมพ์
การเปิด [4] การฉีดก๊าซผ่าน
หัวฉีดแอร์โมลด์ของเครื่องมีหน้าที่ในการ
ปิดผนึกรอยต่อของชิ้นส่วนพลาสติก
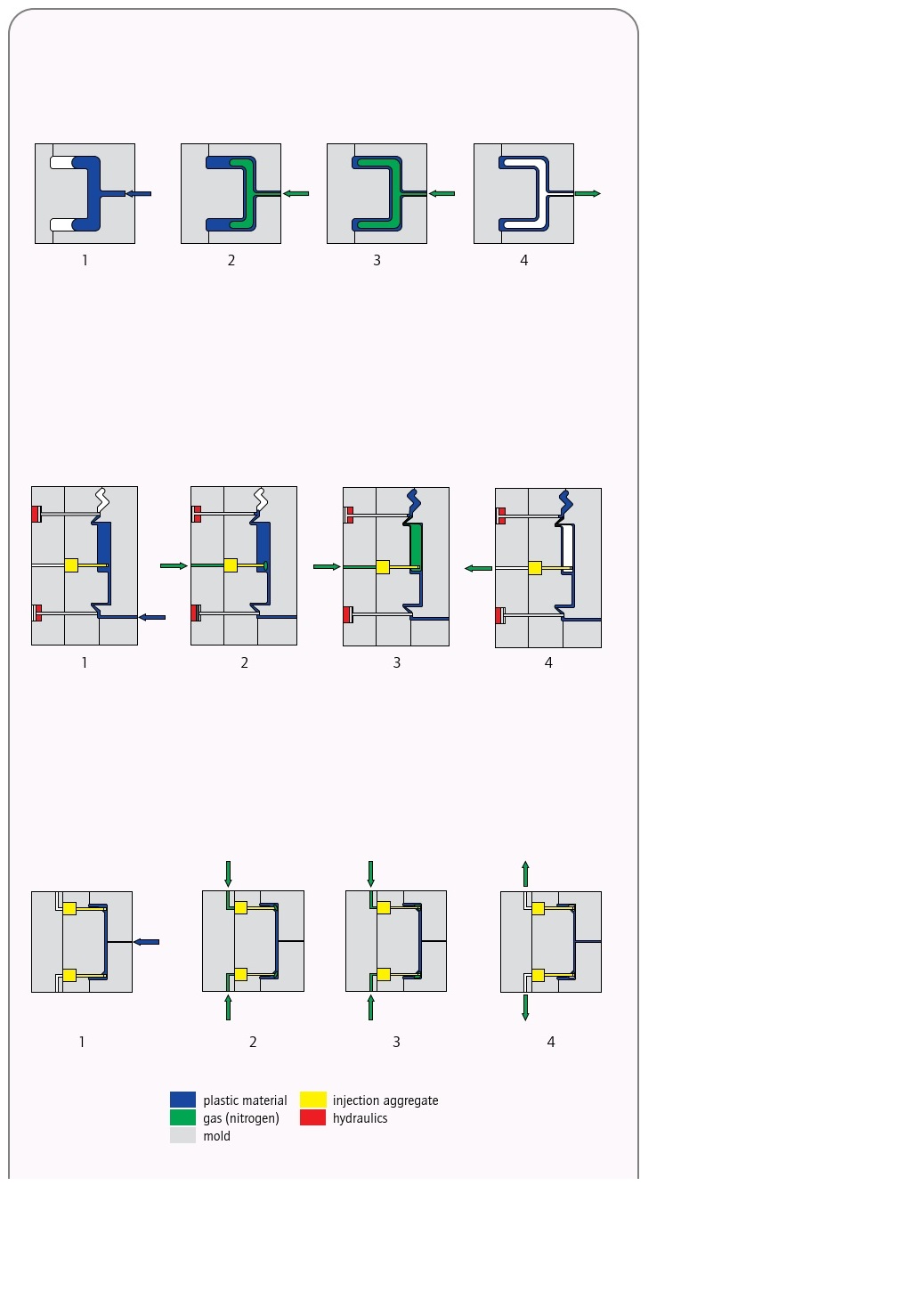
» กระบวนการโพรงล้น
ขั้นตอนการผลิตลำดับที่ 1 คือ การสร้างโพรง...
เต็มไปด้วยของเหลวหลอมเหลว [1] หากจำเป็น
มีการใช้แรงกดเพื่อยึดวัสดุที่หลอมเหลวไว้
จากนั้นช่องน้ำล้น (น้ำไหลล้น) ก็คือ
เปิดและฉีดไนโตรเจน [2] ก๊าซ
ดันของเหลวหลอมเหลวออกจากบริเวณแกนกลางของ
ใส่วัสดุพลาสติกลงในท่อระบายน้ำล้น ต่อจากนั้น-
โดยทั่วไปแล้ว ความดันของก๊าซจะถูกรักษาไว้
เนื่องจากการรักษาแรงกดดันตลอดทั้งกระบวนการ
ระยะเวลาการระบายความร้อน [3] และด้วยเหตุนี้จึงช่วยต่อต้าน
การหดตัว ความดันก๊าซถูกกำจัดออกไป
ก่อนเปิดแม่พิมพ์ [4]
» กระบวนการชดเชยการหดตัว
ขั้นแรก ช่องว่างนั้นจะถูกเติมเต็มด้วย
หลอมละลาย [1] จากนั้นจึงฉีดไนโตรเจนเข้าไป [2]
และส่งแรงดันยึดไปยัง
ต่อต้านการหดตัว [3] ก๊าซก่อตัวขึ้น
ช่องภายในชิ้นส่วนที่ขึ้นรูป ซึ่ง
ความดันก๊าซจะคงที่ตลอดเวลา
ช่วงเวลาการทำความเย็นและด้วยเหตุนี้จึงช่วยชดเชย
การหดตัว ขึ้นอยู่กับการขึ้นรูป
ส่วนหนึ่ง ก๊าซจะถูกฉีดเข้าไปทางใดทางหนึ่งระหว่าง...
ก้อนภายในแม่พิมพ์หรือแอร์มูลด์
หัวฉีดของเครื่องจักร แรงดันแก๊สคือ
นำออกก่อนเปิดแม่พิมพ์ [4]
การฉีดขึ้นรูปโดยใช้แก๊สช่วย เป็นรูปแบบหนึ่งของการฉีดขึ้นรูปทั่วไปที่ใช้แก๊สเฉื่อย ซึ่งโดยทั่วไปคือไนโตรเจน เพื่อช่วยในกระบวนการขึ้นรูป ในการฉีดขึ้นรูปโดยใช้แก๊สช่วยนั้น แก๊สจะถูกฉีดเข้าไปในโพรงแม่พิมพ์หลังจากฉีดพลาสติกหลอมเหลวเข้าไปแล้ว แก๊สนี้จะสร้างส่วนที่เป็นโพรงหรือช่องภายในชิ้นงาน ช่วยลดปริมาณวัสดุ เวลาในการผลิต และน้ำหนักของชิ้นงาน ในขณะเดียวกันก็ช่วยปรับปรุงคุณภาพผิวและเสถียรภาพของขนาด
ต่อไปนี้คือวิธีการทำงานของกระบวนการฉีดขึ้นรูปโดยใช้แก๊สช่วย:
-
การฉีดครั้งแรก: กระบวนการเริ่มต้นด้วยการฉีดเรซินพลาสติกหลอมเหลวเข้าไปในช่องแม่พิมพ์ผ่านหน่วยฉีดหลัก การฉีดครั้งแรกนี้จะเติมแม่พิมพ์เพียงบางส่วน เว้นที่ว่างไว้สำหรับการอัดก๊าซในภายหลัง
-
การฉีดแก๊ส: หลังจากการฉีดครั้งแรกแล้ว หน่วยฉีดแก๊สจะฉีดแก๊สเฉื่อยปริมาณที่ควบคุมได้ ซึ่งโดยทั่วไปคือไนโตรเจน เข้าไปในโพรงแม่พิมพ์ แก๊สจะไหลผ่านช่องหรือหัวฉีดที่วางไว้อย่างเหมาะสมภายในแม่พิมพ์ ทำให้พลาสติกหลอมเหลวถูกดันออกไป และเกิดเป็นโพรงหรือช่องภายในชิ้นงาน
-
การรักษาระดับความดัน: เมื่อฉีดก๊าซเข้าไปแล้ว จะต้องรักษาระดับความดันก๊าซภายในโพรงไว้เป็นระยะเวลาที่กำหนด โดยทั่วไปคือจนกว่าชิ้นส่วนจะเย็นตัวและแข็งตัวเพียงพอที่จะรักษารูปทรงไว้ได้ ความดันนี้ช่วยพยุงผนังของชิ้นส่วน ป้องกันการยุบตัวหรือการเสียรูปขณะที่พลาสติกเย็นตัวลง
-
การระบายความร้อนและการแข็งตัว: เมื่อชิ้นส่วนเย็นตัวลง ความดันก๊าซจะลดลง และพลาสติกจะแข็งตัวรอบๆ ช่องก๊าซ กระบวนการระบายความร้อนอาจเร่งให้เร็วขึ้นได้โดยการใช้ช่องระบายความร้อนภายในแม่พิมพ์ เมื่อชิ้นส่วนแข็งตัวสมบูรณ์แล้ว ก็จะถูกนำออกจากแม่พิมพ์
ข้อดีของเทคโนโลยีการฉีดขึ้นรูปโดยใช้แก๊สช่วย ได้แก่:
-
ลดการใช้วัสดุ: การฉีดขึ้นรูปโดยใช้แก๊สช่วยให้สามารถสร้างส่วนกลวงหรือช่องภายในชิ้นส่วนได้ ซึ่งช่วยลดการใช้วัสดุโดยรวมในขณะที่ยังคงรักษาความสมบูรณ์และความแข็งแรงของโครงสร้างไว้ได้
-
ลดเวลาในการผลิต: การฉีดขึ้นรูปโดยใช้แก๊สช่วยลดเวลาในการระบายความร้อนและเวลาในการผลิตเมื่อเทียบกับชิ้นส่วนที่เป็นของแข็ง โดยการสร้างส่วนกลวงภายในชิ้นส่วน ทำให้ประสิทธิภาพและปริมาณการผลิตเพิ่มขึ้น
-
การลดน้ำหนักชิ้นส่วน: การใช้ส่วนที่เป็นโพรงหรือช่องในดีไซน์ของชิ้นส่วนช่วยลดน้ำหนักได้อย่างมาก ทำให้การฉีดขึ้นรูปโดยใช้แก๊สช่วยเหมาะสมสำหรับงานที่ต้องการลดน้ำหนัก เช่น ชิ้นส่วนยานยนต์และชิ้นส่วนอากาศยาน
-
ผิวชิ้นงานเรียบเนียนขึ้น: การฉีดขึ้นรูป โดยใช้แก๊สช่วยปรับปรุงผิวชิ้นงานให้ดีขึ้น โดยลดรอยยุบ การบิดเบี้ยว และตำหนิบนพื้นผิวที่มักพบในชิ้นส่วนที่ขึ้นรูปด้วยการฉีดขึ้นรูปทั่วไป
-
ความยืดหยุ่นในการออกแบบที่เพิ่มขึ้น: การฉีดขึ้นรูปโดยใช้แก๊สช่วยให้มีความยืดหยุ่นในการออกแบบมากขึ้น ทำให้สามารถสร้างรูปทรงเรขาคณิตที่ซับซ้อน ส่วนเว้า และส่วนประกอบแบบบูรณาการ ซึ่งอาจทำได้ยากหรือเป็นไปไม่ได้เลยด้วยเทคนิคการขึ้นรูปแบบดั้งเดิม
-
ลดต้นทุนการผลิตแม่พิมพ์: การฉีดขึ้นรูปโดยใช้แก๊สช่วยอาจช่วยลดต้นทุนการผลิตแม่พิมพ์เมื่อเทียบกับกระบวนการขึ้นรูปอื่นๆ เนื่องจากสามารถใช้แม่พิมพ์ขนาดเล็กและซับซ้อนน้อยลงได้ เพราะความต้องการวัสดุลดลงและแรงยึดจับต่ำลง
โดยรวมแล้ว เทคโนโลยีการฉีดขึ้นรูปโดยใช้แก๊สช่วยนั้นมีข้อดีมากมายสำหรับผู้ผลิตที่ต้องการผลิตชิ้นส่วนพลาสติกน้ำหนักเบา คุณภาพสูง มีรูปทรงเรขาคณิตที่ซับซ้อน และพื้นผิวที่เรียบเนียนขึ้น ในขณะเดียวกันก็ลดการใช้วัสดุและเวลาในการผลิตลง