Tecnologia di stampaggio a iniezione assistita da gas
Tecnologia della pressione interna del gas
Applicazione del processo di stampaggio a iniezione assistito da gas a Ming-Li

Lo stampaggio a iniezione a pressione interna di gas Ming-Li è un processo in cui l'azoto viene iniettato nella cavità dello stampo parzialmente o completamente riempita di materiale fuso. Il gas pressurizzato forma una bolla al centro del materiale fuso, che contrasta la contrazione da ritiro all'esterno ed elimina così i segni di ritiro. Riducendo la quantità di plastica e ampliando la cavità centrale, è possibile produrre componenti leggeri specifici con tempi di ciclo brevi e contemporaneamente una buona qualità superficiale. Questo processo offre ai progettisti di componenti stampati ottime opportunità per produrre parti complesse con superfici lisce in un unico pezzo.
Vantaggi dell'applicazione Airmould:
- Miglioramento della qualità
- Riduzione del peso
- Risparmio di materiale plastico
- Riduzione dei costi unitari dei componenti
- Prevenzione dei segni di affondamento
- Riduzione/prevenzione della deformazione
- Libertà di progettazione
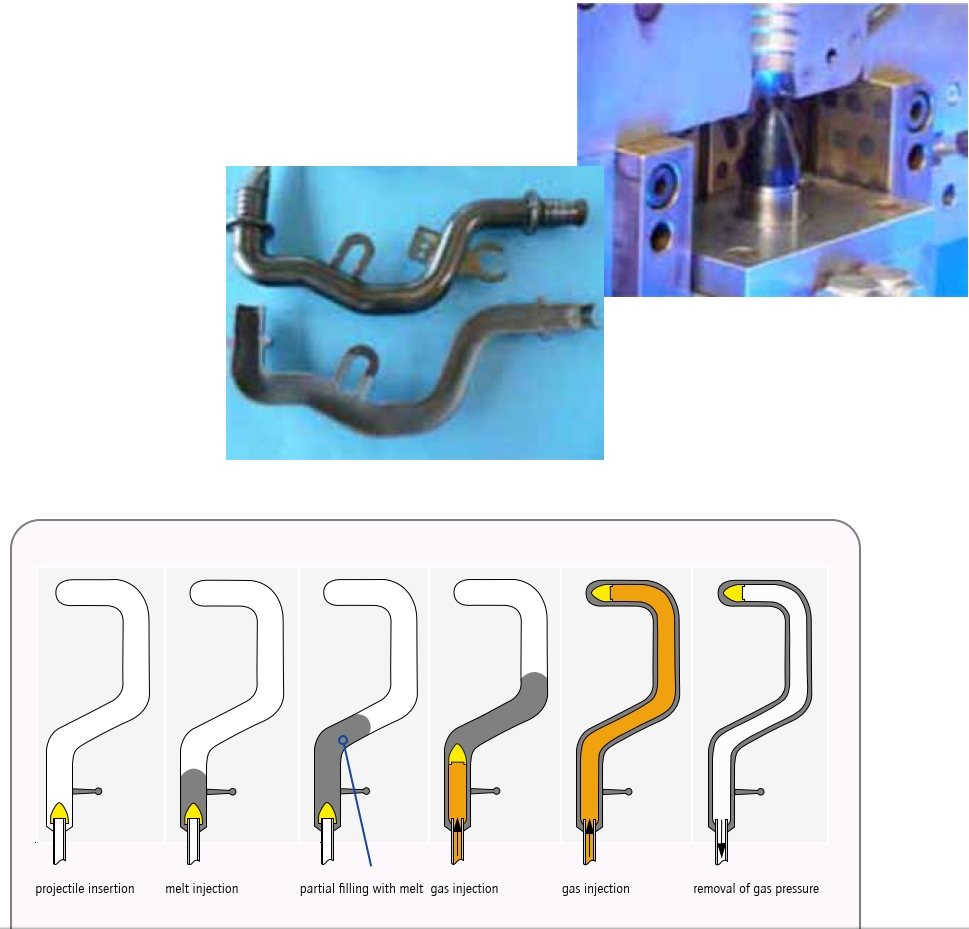
Processo di iniezione del proiettile
Con questa tecnologia di iniezione di fluido, un corpo di spostamento (proiezione-
piastrella) viene spinta sotto pressione del gas attraverso il precedentemente iniettato
fondere. Il proiettile sposta la plastica fusa e forma così una cavità
con un diametro uniforme. Questo processo è particolarmente raccomandato
consigliato per tubi e condotti per fluidi. Maniglie e altre parti
con ampi spazi cavi di diametro uniforme possono anche essere
prodotto con tecnologia di iniezione a proiettile.
Le varianti di processo in dettaglio
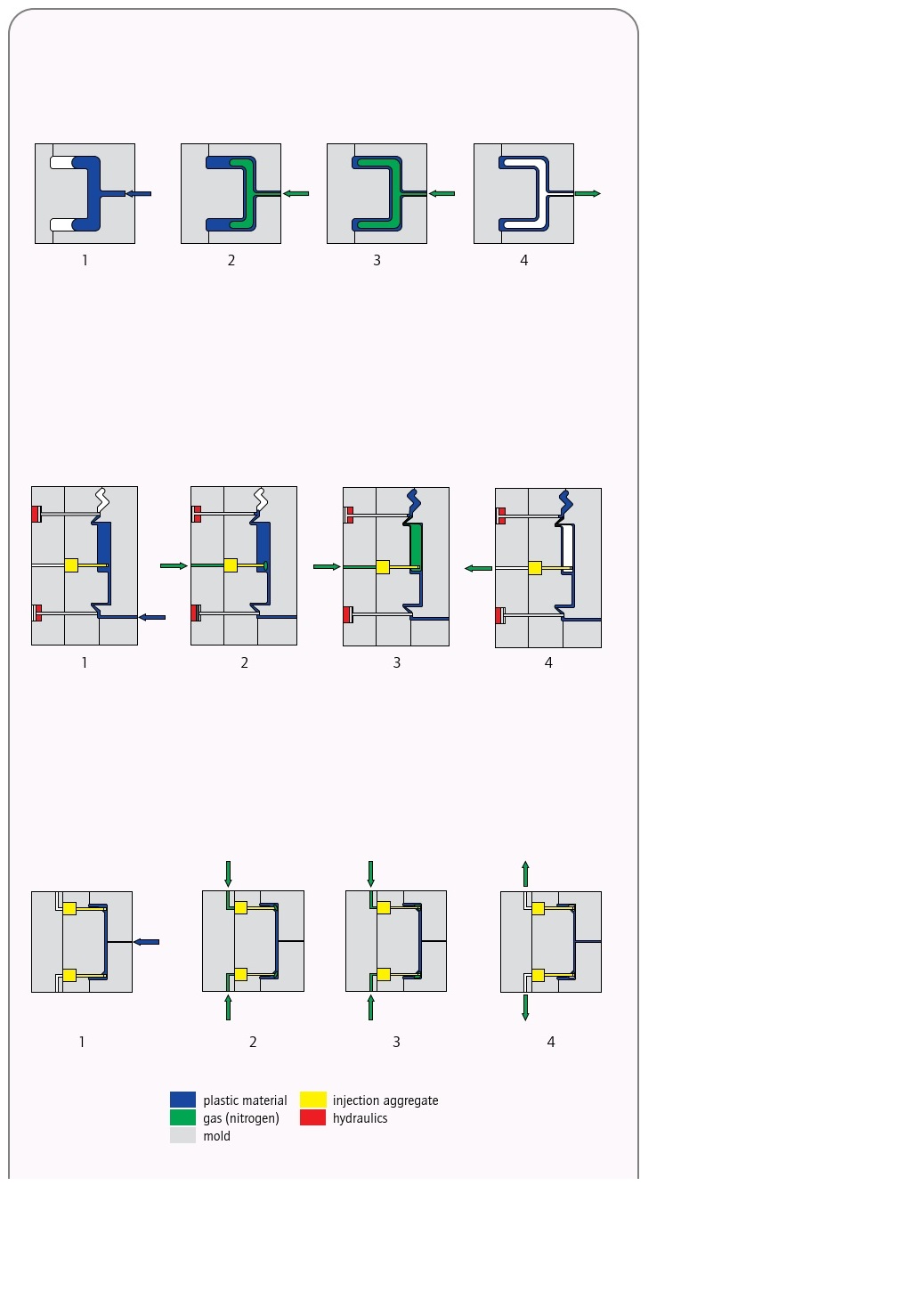
» Processo di riempimento parziale
Il riempimento parziale è il procedimento standard.
La cavità è parzialmente riempita di massa fusa [1].
Successivamente, viene iniettato il gas. Si forma una bolla di gas-
bile all'interno dell'area del nucleo più caldo con minore
viscosità e sposta questa parte del
sciogliere fino a riempire completamente la cavità
[2]. La pressione del gas viene mantenuta come
pressione di mantenimento per la compensazione del restringimento
zione [3] e infine rimosso prima dello stampo
apertura [4]. Iniezione di gas attraverso il
L'ugello Airmould della macchina serve a
sigillare la materozza.
» Processo di cavità di traboccamento
Come fase di processo n. 1, la cavità è com-
completamente riempito di massa fusa [1]. Se necessario,
viene applicata una pressione di mantenimento alla massa fusa.
Quindi la cavità di traboccamento (troppo pieno) è
aperto e iniettato azoto [2]. Il gas
sposta la massa fusa dall'area centrale del
materiale plastico nel troppo pieno. Successivamente
di conseguenza, la pressione del gas viene mantenuta
come mantenere la pressione per tutta la durata
periodo di raffreddamento [3] e quindi contrasta
restringimento. La pressione del gas viene rimossa
prima di aprire lo stampo [4].
» Processo di compensazione delle perdite
Per prima cosa la cavità viene riempita completamente con
fondere [1]. Quindi viene iniettato azoto [2]
e fornisce la pressione di mantenimento a
contrastare il restringimento [3]. Il gas forma
canali all'interno della parte stampata, in cui
la pressione del gas viene mantenuta per tutta la durata
il periodo di raffreddamento e quindi contrasta
restringimento. A seconda dello stampato
parte, il gas viene iniettato tramite ag-
gregati all'interno dello stampo o dell'Airmould
ugello della macchina. La pressione del gas è
rimosso prima dell'apertura dello stampo [4].
Lo stampaggio a iniezione assistito da gas è una variante dello stampaggio a iniezione convenzionale che utilizza un gas inerte, tipicamente azoto, per facilitare il processo di stampaggio. Nello stampaggio a iniezione assistito da gas, il gas viene iniettato nella cavità dello stampo dopo l'iniezione iniziale di resina plastica fusa. Questo gas forma sezioni o canali cavi all'interno del pezzo, riducendo il consumo di materiale, i tempi di ciclo e il peso del pezzo, migliorando al contempo la finitura superficiale e la stabilità dimensionale.
Ecco come funziona il processo di stampaggio a iniezione con assistenza di gas:
-
Iniezione iniziale: il processo inizia con l'iniezione di resina plastica fusa nella cavità dello stampo attraverso l'unità di iniezione primaria. Questa iniezione iniziale riempie parzialmente lo stampo, lasciando spazio per l'introduzione successiva del gas.
-
Iniezione di gas: dopo l'iniezione iniziale, un'unità di iniezione di gas introduce un volume controllato di gas inerte, tipicamente azoto, nella cavità. Il gas fluisce attraverso canali o ugelli posizionati strategicamente all'interno dello stampo, spostando la plastica fusa e formando sezioni o canali cavi all'interno del pezzo.
-
Mantenimento della pressione: una volta iniettato il gas, la pressione del gas viene mantenuta all'interno della cavità per un periodo di tempo specificato, in genere fino a quando il pezzo non si raffredda e si solidifica sufficientemente da mantenere la sua forma. Questa pressione contribuisce a sostenere le pareti del pezzo, prevenendone il collasso o la deformazione durante il raffreddamento della plastica.
-
Raffreddamento e solidificazione: raffreddando il pezzo, la pressione del gas viene rilasciata e la plastica si solidifica attorno ai canali del gas. Il processo di raffreddamento può essere accelerato dall'utilizzo di canali di raffreddamento all'interno dello stampo. Una volta che il pezzo è completamente solidificato, viene espulso dalla cavità dello stampo.
I vantaggi della tecnologia di stampaggio a iniezione assistita da gas includono:
-
Utilizzo ridotto di materiale: lo stampaggio a iniezione con assistenza di gas consente di creare sezioni cave o canali all'interno del pezzo, riducendo l'utilizzo complessivo di materiale e mantenendo al contempo l'integrità e la resistenza strutturale.
-
Riduzione del tempo di ciclo: formando sezioni cave all'interno del pezzo, lo stampaggio a iniezione assistito da gas può ridurre i tempi di raffreddamento e i tempi di ciclo rispetto ai pezzi solidi, con conseguente aumento dell'efficienza produttiva e della produttività.
-
Riduzione del peso del componente: l'inserimento di sezioni cave o canali nella progettazione del componente consente una significativa riduzione del peso, rendendo lo stampaggio a iniezione con assistenza di gas adatto ad applicazioni in cui è auspicabile una riduzione del peso, come componenti automobilistici e aerospaziali.
-
Finitura superficiale migliorata: lo stampaggio a iniezione assistito da gas può migliorare la finitura superficiale dei pezzi riducendo i segni di ritiro, le deformazioni e i difetti superficiali comunemente associati ai pezzi stampati a iniezione solida.
-
Maggiore flessibilità di progettazione: lo stampaggio a iniezione con assistenza di gas offre una maggiore flessibilità di progettazione, consentendo la creazione di geometrie complesse, sottosquadri e caratteristiche integrate che potrebbero essere difficili o impossibili da realizzare con le tecniche di stampaggio convenzionali.
-
Costi di attrezzaggio ridotti: lo stampaggio a iniezione con assistenza di gas può ridurre i costi di attrezzaggio rispetto ad altri processi di stampaggio, consentendo l'uso di stampi più piccoli e meno complessi grazie ai minori requisiti di materiale e alle minori forze di serraggio.
Nel complesso, la tecnologia di stampaggio a iniezione assistita da gas offre numerosi vantaggi ai produttori che desiderano realizzare parti in plastica leggere e di alta qualità con geometrie complesse e una finitura superficiale migliorata, riducendo al contempo l'utilizzo di materiale e i tempi di ciclo.