Tecnologia de Moldagem por Injeção Assistida por Gás
tecnologia de pressão interna de gás
Aplicação do processo de moldagem por injeção assistida por gás na Ming-Li

A moldagem por injeção com pressão interna de gás da Ming-Li é um processo no qual nitrogênio é injetado na cavidade do molde, parcial ou totalmente preenchida com material fundido. O gás pressurizado forma uma bolha no centro do material fundido, que neutraliza a contração externa e, assim, elimina marcas de afundamento. Ao reduzir a quantidade de plástico e ampliar a cavidade central, é possível produzir componentes leves específicos com ciclos de produção curtos e, simultaneamente, com boa qualidade de superfície. Esse processo oferece excelentes oportunidades para projetistas de peças moldadas produzirem peças complexas com superfícies lisas em uma única peça.
Vantagens da aplicação Airmould:
- Melhoria da qualidade
- Redução de peso
- Economia de material plástico
- Redução dos custos unitários dos componentes
- Prevenção de marcas de afundamento
- Redução/prevenção de deformações
- Liberdade de design
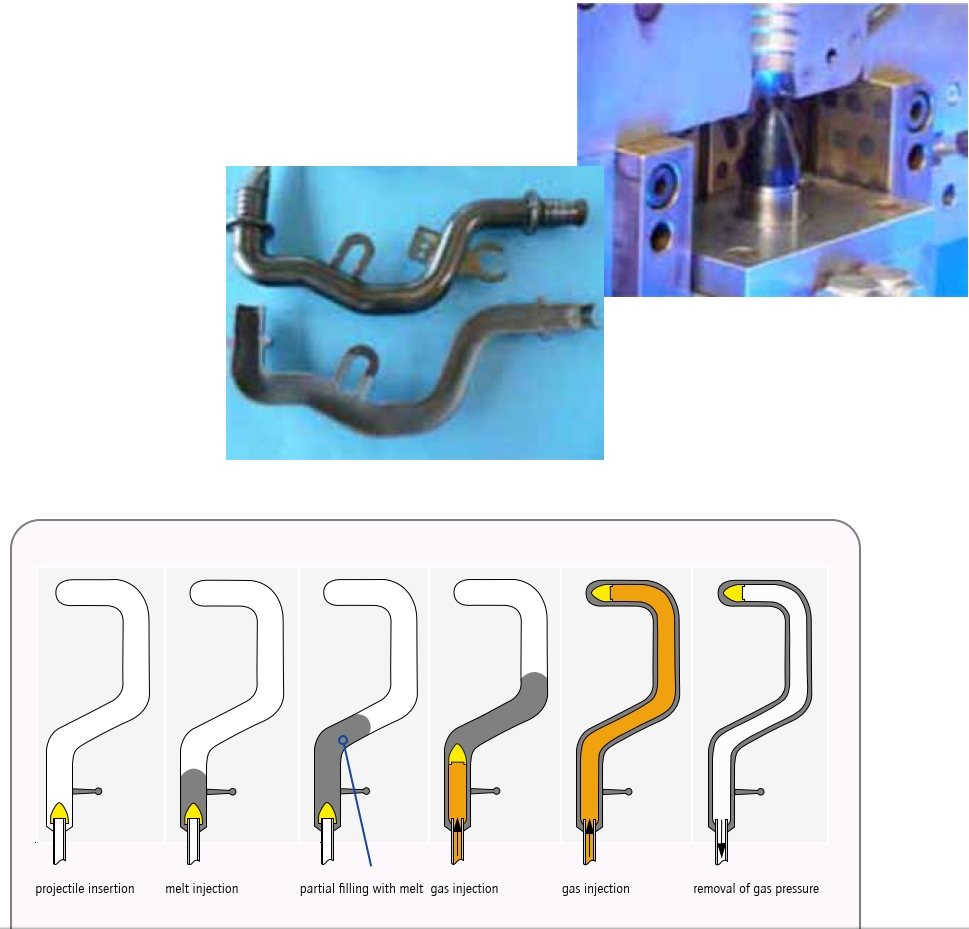
Processo de injeção de projéteis
Com essa tecnologia de injeção de fluido, um corpo de deslocamento (projeto-
telha) é impulsionada sob pressão de gás através da injeção prévia
derretimento. O projétil desloca o plástico derretido e, assim, forma uma cavidade.
com diâmetro uniforme. Este processo é particularmente recomendado-
Reparado para tubos e condutos de mídia. Alças e outras peças.
com espaços ocos consideráveis de diâmetro uniforme também podem ser
Produzido com tecnologia de injeção de projéteis.
As variantes do processo em detalhes
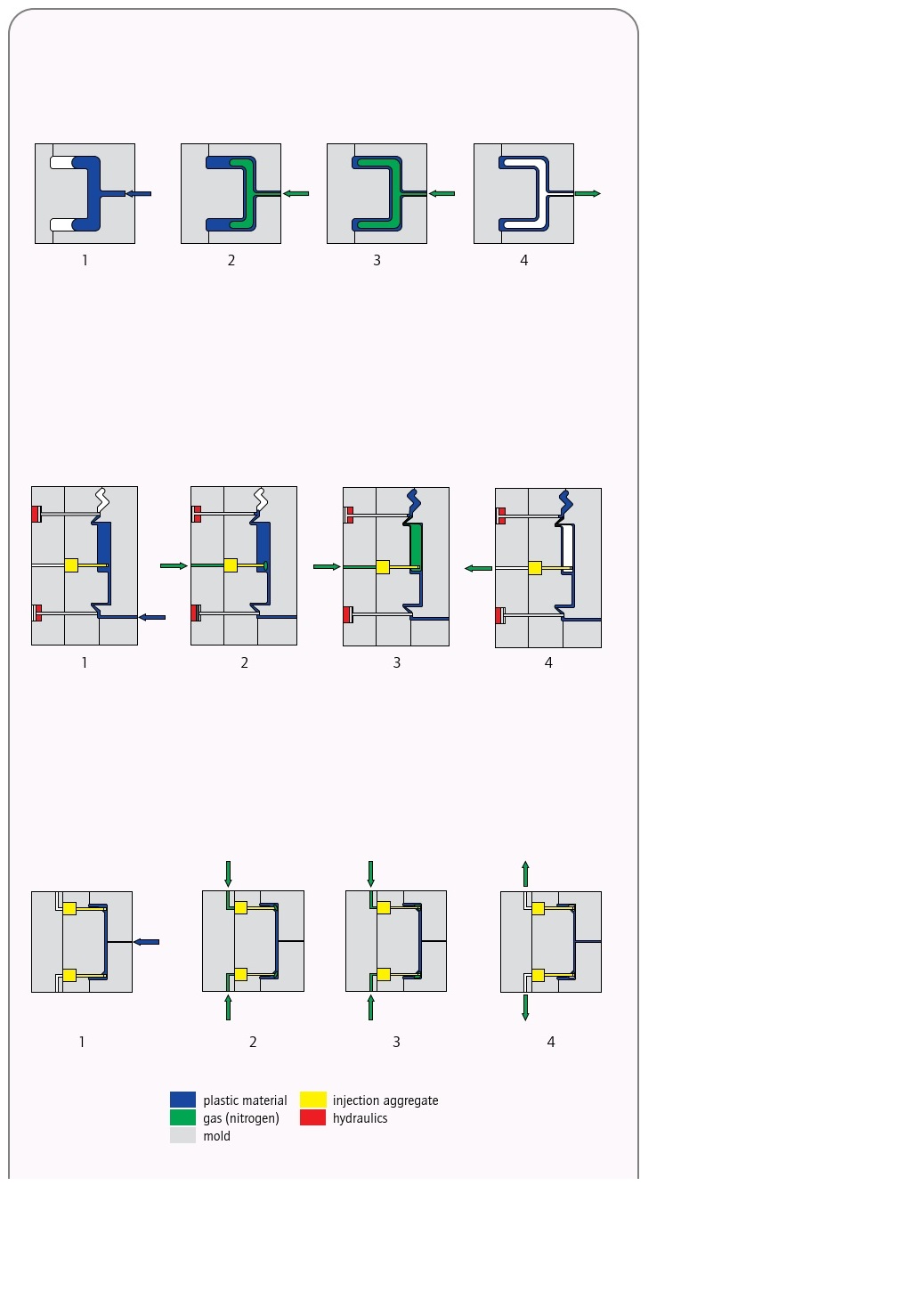
» Processo de enchimento parcial
O preenchimento parcial é o processo padrão.
A cavidade está parcialmente preenchida com fundido [1].
Em seguida, o gás é injetado. Ele forma uma bolha de gás.
ble dentro da área central mais quente com menor
viscosidade e desloca esta parte do
Derreta até que a cavidade esteja completamente preenchida.
[2]. A pressão do gás é mantida como
pressão de retenção para compensação de encolhimento
ção [3] e finalmente removida antes do molde
abertura [4]. Injeção de gás através do
O bocal Airmould da máquina serve para
Vede o canal de alimentação.
» Processo de cavidade de transbordamento
Como etapa do processo nº 1, a cavidade é com-
completamente preenchido com material fundido [1]. Se necessário,
Aplica-se pressão de retenção ao material fundido.
Então a cavidade de transbordamento (overflow) é
aberto e nitrogênio injetado [2]. O gás
desloca o material fundido da área central do
material plástico no transbordamento. Subse-
Em seguida, a pressão do gás é mantida.
mantendo a pressão durante todo o período
período de resfriamento [3] e assim neutraliza
encolhimento. A pressão do gás é removida.
antes de abrir o molde [4].
» Processo de compensação por perdas
Primeiro, a cavidade é completamente preenchida com
fusão [1]. Em seguida, nitrogênio é injetado [2]
e fornece a pressão de retenção para
contrabalançar a contração [3]. As formas de gás
canais dentro da peça moldada, nos quais
A pressão do gás é mantida durante todo o processo.
o período de resfriamento e, portanto, neutraliza
encolhimento. Dependendo do molde
parte, o gás é injetado através de ag-
agregados dentro do molde ou do Airmould
bocal da máquina. A pressão do gás é
removido antes da abertura do molde [4].
A moldagem por injeção assistida por gás é uma variação da moldagem por injeção convencional que utiliza um gás inerte, geralmente nitrogênio, para auxiliar no processo de moldagem. Nesse processo, o gás é injetado na cavidade do molde após a injeção inicial da resina plástica fundida. Esse gás forma seções ocas ou canais dentro da peça, reduzindo o consumo de material, o tempo de ciclo e o peso da peça, além de melhorar o acabamento superficial e a estabilidade dimensional.
Eis como funciona o processo de moldagem por injeção assistida por gás:
-
Injeção inicial: O processo começa com a injeção de resina plástica fundida na cavidade do molde através da unidade de injeção primária. Esta injeção inicial preenche parcialmente o molde, deixando espaço para a introdução posterior do gás.
-
Injeção de gás: Após a injeção inicial, uma unidade de injeção de gás introduz um volume controlado de gás inerte, geralmente nitrogênio, na cavidade. O gás flui através de canais ou bicos estrategicamente posicionados dentro do molde, deslocando o plástico fundido e formando seções ocas ou canais dentro da peça.
-
Manutenção da pressão: Após a injeção do gás, a pressão é mantida dentro da cavidade por um período específico, geralmente até que a peça esfrie e solidifique o suficiente para manter sua forma. Essa pressão ajuda a sustentar as paredes da peça, evitando o colapso ou a deformação à medida que o plástico esfria.
-
Resfriamento e Solidificação: À medida que a peça esfria, a pressão do gás é liberada e o plástico se solidifica ao redor dos canais de gás. O processo de resfriamento pode ser acelerado com o uso de canais de resfriamento dentro do molde. Assim que a peça estiver completamente solidificada, ela é ejetada da cavidade do molde.
Os benefícios da tecnologia de moldagem por injeção assistida por gás incluem:
-
Redução do consumo de material: A moldagem por injeção assistida por gás permite a criação de seções ocas ou canais dentro da peça, reduzindo o consumo geral de material e, ao mesmo tempo, mantendo a integridade e a resistência estrutural.
-
Redução do tempo de ciclo: Ao formar seções ocas dentro da peça, a moldagem por injeção assistida por gás pode reduzir os tempos de resfriamento e os tempos de ciclo em comparação com peças sólidas, levando a um aumento da eficiência e da produtividade da produção.
-
Redução do peso da peça: A incorporação de seções ocas ou canais no projeto da peça permite uma redução significativa de peso, tornando a moldagem por injeção assistida por gás adequada para aplicações onde a economia de peso é desejável, como componentes automotivos e aeroespaciais.
-
Acabamento superficial aprimorado: A moldagem por injeção assistida por gás pode melhorar o acabamento superficial das peças, reduzindo marcas de afundamento, empenamento e defeitos superficiais comumente associados a peças moldadas por injeção sólida.
-
Maior flexibilidade de design: A moldagem por injeção assistida por gás oferece maior flexibilidade de design, permitindo a criação de geometrias complexas, reentrâncias e recursos integrados que podem ser difíceis ou impossíveis de alcançar com técnicas de moldagem convencionais.
-
Redução dos custos de ferramental: A moldagem por injeção assistida por gás pode reduzir os custos de ferramental em comparação com outros processos de moldagem, permitindo o uso de moldes menores e menos complexos devido à menor necessidade de material e às menores forças de fechamento.
De forma geral, a tecnologia de moldagem por injeção assistida por gás oferece inúmeras vantagens para os fabricantes que buscam produzir peças plásticas leves e de alta qualidade com geometrias complexas e acabamento superficial aprimorado, reduzindo o consumo de material e os tempos de ciclo.