Technologie de moulage par injection assistée par gaz
technologie de pression de gaz interne
Application du procédé de moulage par injection assisté par gaz chez Ming-Li

Le moulage par injection sous pression de gaz interne Ming-Li est un procédé qui consiste à injecter de l'azote dans la cavité du moule, partiellement ou totalement remplie de matière fondue. Le gaz sous pression forme une bulle au centre de la matière fondue, compensant ainsi le retrait extérieur et éliminant les retassures. En réduisant la quantité de plastique et en agrandissant la cavité centrale, il est possible de produire des composants légers spécifiques avec des temps de cycle courts et une excellente qualité de surface. Ce procédé offre aux concepteurs de pièces moulées de formidables opportunités pour produire en une seule pièce des pièces complexes aux surfaces lisses.
Avantages de l'application Airmould :
- Amélioration de la qualité
- réduction de poids
- Économies de matières plastiques
- Réduction des coûts unitaires des composants
- Prévention des marques de retrait
- Réduction / prévention du gauchissement
- liberté de conception
processus d'injection de projectiles
Grâce à cette technologie d'injection de fluide, un corps de déplacement (projet-
la tuile) est entraînée sous pression de gaz à travers le précédemment injecté
Le projectile déplace le plastique fondu et forme ainsi une cavité.
avec un diamètre uniforme. Ce procédé est particulièrement recommandé.
Conçu pour les tuyaux et les conduits de fluides. Poignées et autres pièces
avec des espaces creux importants de diamètre uniforme peuvent également être
produit grâce à la technologie d'injection de projectiles.
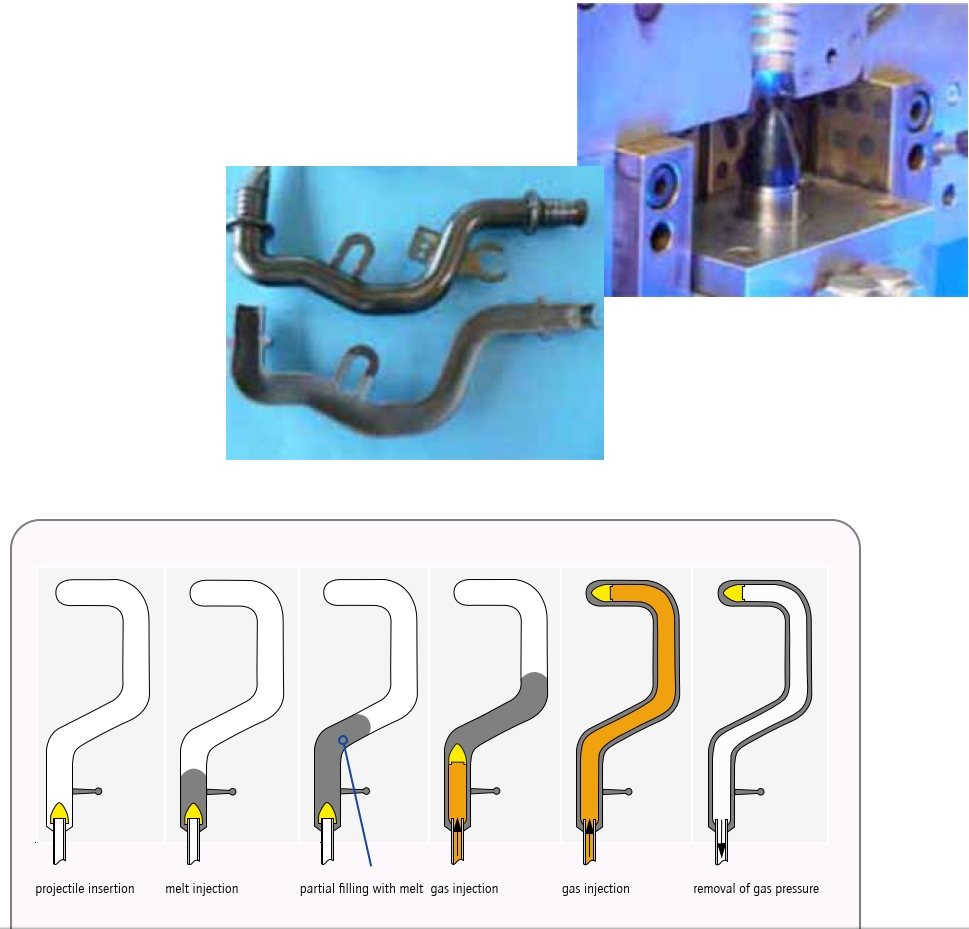
Les variantes du processus en détail
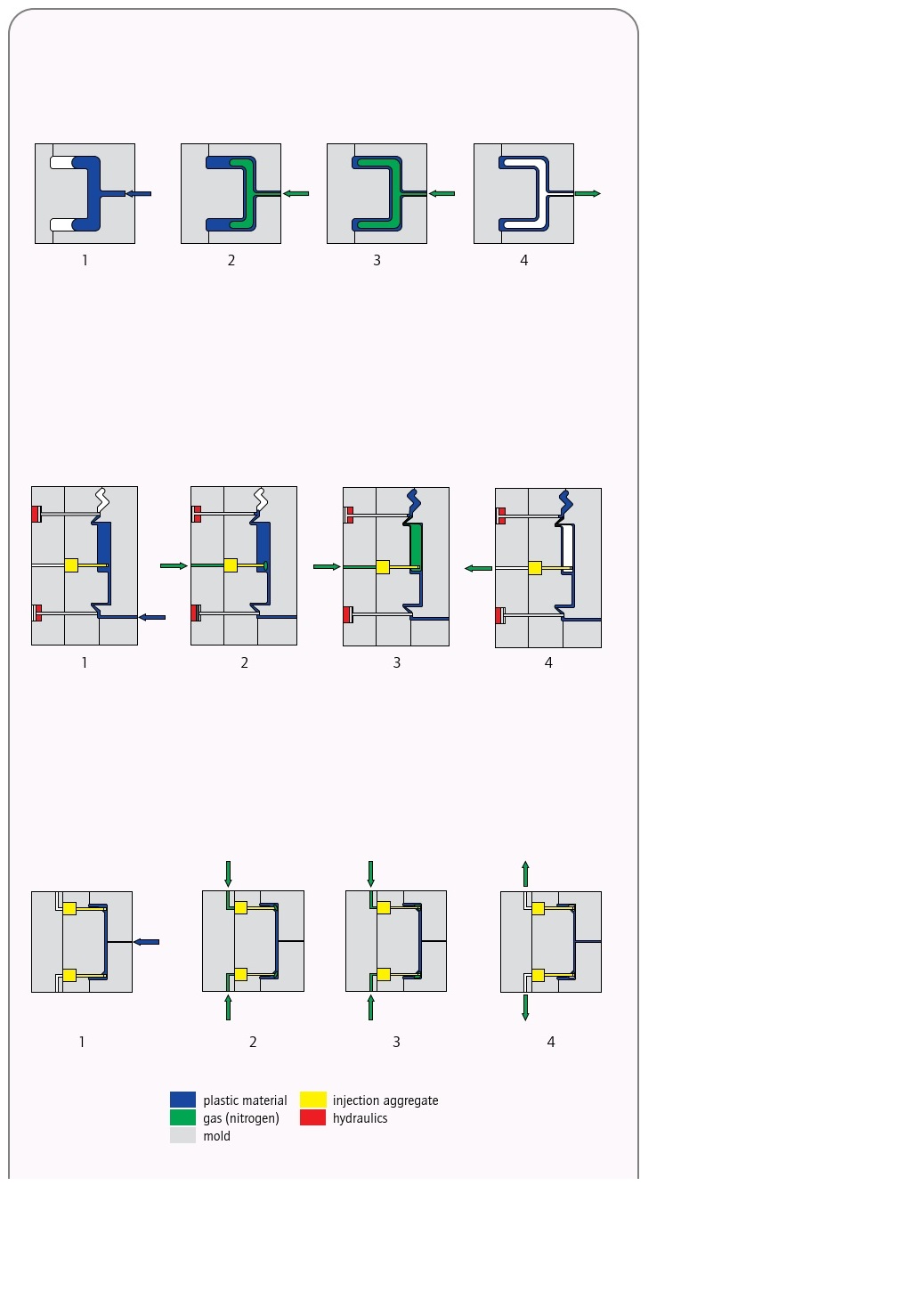
» Processus de remplissage partiel
Le remplissage partiel est la procédure standard.
La cavité est partiellement remplie de matière fondue [1].
Ensuite, du gaz est injecté. Il se forme une bulle de gaz.
ble à l'intérieur de la zone du noyau plus chaud avec une température plus basse
la viscosité et déplace cette partie de la
Faire fondre jusqu'à ce que la cavité soit complètement remplie.
[2]. La pression du gaz est maintenue comme
pression de maintien pour compenser le retrait
tion [3] et finalement retiré avant le moulage
ouverture [4]. Injection de gaz à travers l'ouverture
La buse de moulage par air de la machine sert à
Sceller la carotte de coulée.
» Procédé de cavité de débordement
Étape n° 1 du processus : la cavité est…
entièrement rempli de matière fondue [1]. Si nécessaire,
Une pression de maintien est appliquée à la matière fondue.
La cavité de débordement (trop-plein) est alors
ouvert et de l'azote injecté [2]. Le gaz
déplace la matière fondue de la zone centrale de la
Des matières plastiques se déversent dans le trop-plein. Suite-
Par conséquent, la pression du gaz est maintenue
maintenir la pression tout au long de l'ensemble
période de refroidissement [3] et donc contrecarre
rétrécissement. La pression du gaz est relâchée.
avant l’ouverture du moule [4].
» Processus de compensation des pertes
Premièrement, la cavité est complètement remplie de
fusion [1]. Ensuite, de l'azote est injecté [2].
et fournit la pression de maintien à
contrecarrer le retrait [3]. Le gaz se forme
canaux à l'intérieur de la pièce moulée, dans lesquels
La pression du gaz est maintenue tout au long
la période de refroidissement et contrecarre ainsi
retrait. Selon le moule
d'une part, le gaz est injecté soit par l'intermédiaire d'un ag-
agrégats à l'intérieur du moule ou de l'Airmould
buse de la machine. La pression du gaz est
retiré avant l’ouverture du moule [4].
Le moulage par injection assisté par gaz est une variante du moulage par injection conventionnel qui utilise un gaz inerte, généralement de l'azote, pour faciliter le processus de moulage. Dans ce procédé, le gaz est injecté dans la cavité du moule après l'injection initiale de résine plastique fondue. Ce gaz forme des cavités ou des canaux dans la pièce, réduisant ainsi la consommation de matière, les temps de cycle et le poids de la pièce, tout en améliorant l'état de surface et la stabilité dimensionnelle.
Voici comment fonctionne le procédé de moulage par injection assistée par gaz :
-
Injection initiale : Le processus commence par l’injection de résine plastique fondue dans la cavité du moule via l’unité d’injection primaire. Cette première injection remplit partiellement le moule, laissant de la place pour l’introduction ultérieure du gaz.
-
Injection de gaz : Après l’injection initiale, une unité d’injection de gaz introduit un volume contrôlé de gaz inerte, généralement de l’azote, dans la cavité. Le gaz circule à travers des canaux ou des buses placés stratégiquement dans le moule, déplaçant le plastique fondu et formant des sections creuses ou des canaux dans la pièce.
-
Maintien de la pression : Une fois le gaz injecté, sa pression est maintenue dans la cavité pendant une durée déterminée, généralement jusqu’à ce que la pièce refroidisse et se solidifie suffisamment pour conserver sa forme. Cette pression contribue à soutenir les parois de la pièce, empêchant ainsi tout affaissement ou déformation lors du refroidissement du plastique.
-
Refroidissement et solidification : Lors du refroidissement de la pièce, la pression du gaz diminue et le plastique se solidifie autour des canaux d’évacuation des gaz. Le refroidissement peut être accéléré par la présence de canaux de refroidissement dans le moule. Une fois la pièce complètement solidifiée, elle est démoulée.
Les avantages de la technologie de moulage par injection assistée par gaz sont les suivants :
-
Réduction de la consommation de matériaux : Le moulage par injection assisté par gaz permet la création de sections creuses ou de canaux à l’intérieur de la pièce, réduisant ainsi la consommation globale de matériaux tout en maintenant l’intégrité et la résistance structurelles.
-
Réduction du temps de cycle : En formant des sections creuses à l’intérieur de la pièce, le moulage par injection assisté par gaz permet de réduire les temps de refroidissement et les temps de cycle par rapport aux pièces pleines, ce qui conduit à une efficacité et un débit de production accrus.
-
Réduction du poids des pièces : L'intégration de sections creuses ou de canaux dans la conception des pièces permet une réduction de poids significative, rendant le moulage par injection assistée par gaz adapté aux applications où des gains de poids sont souhaitables, comme les composants automobiles et aérospatiaux.
-
Amélioration de la finition de surface : Le moulage par injection assisté par gaz permet d’améliorer la finition de surface des pièces en réduisant les retassures, les déformations et les défauts de surface généralement associés aux pièces moulées par injection pleine.
-
Flexibilité de conception accrue : Le moulage par injection assisté par gaz offre une plus grande flexibilité de conception, permettant la création de géométries complexes, de contre-dépouilles et de caractéristiques intégrées qui peuvent être difficiles, voire impossibles à réaliser avec les techniques de moulage conventionnelles.
-
Réduction des coûts d'outillage : Le moulage par injection assisté par gaz peut réduire les coûts d'outillage par rapport à d'autres procédés de moulage en permettant l'utilisation de moules plus petits et moins complexes grâce à la réduction des besoins en matériaux et des forces de serrage.
Globalement, la technologie de moulage par injection assistée par gaz offre de nombreux avantages aux fabricants qui cherchent à produire des pièces en plastique légères et de haute qualité, aux géométries complexes et à la finition de surface améliorée, tout en réduisant la consommation de matériaux et les temps de cycle.