Solutions de surmoulage par insertion de haute précision et experts en surmoulage

Moulage par insertion : plus de 1 000 jeux de moules et 50 millions de pièces fabriquées

Matériau utilisé pour le surmoulage
-
• Matières premières plastiques :PPS, PPA, PBT, PET, PEI, PC, POM, Nylon PA, PA6, PA66, PA9T, LCP, Derlin, Acrylique, etc.
-
• Matériau spécial :PEEK
Matériau utilisé pour l'insert
-
• Matériau métallique :Laiton, acier inoxydable, aluminium, pièces embouties, broches d'usinage métallique, bagues, revêtements métalliques, matériaux de placage, etc.
-
• Matériau spécial :Céramique, verre, puce, plaquette, câble, circuit imprimé (PCB), etc.
Passer à la section
► Lignes directrices de conception pour le surmoulage et le moulage par insertion
► Avantages et bénéfices du surmoulage et du moulage par insertion
► Considérations relatives au surmoulage et au moulage par insertion 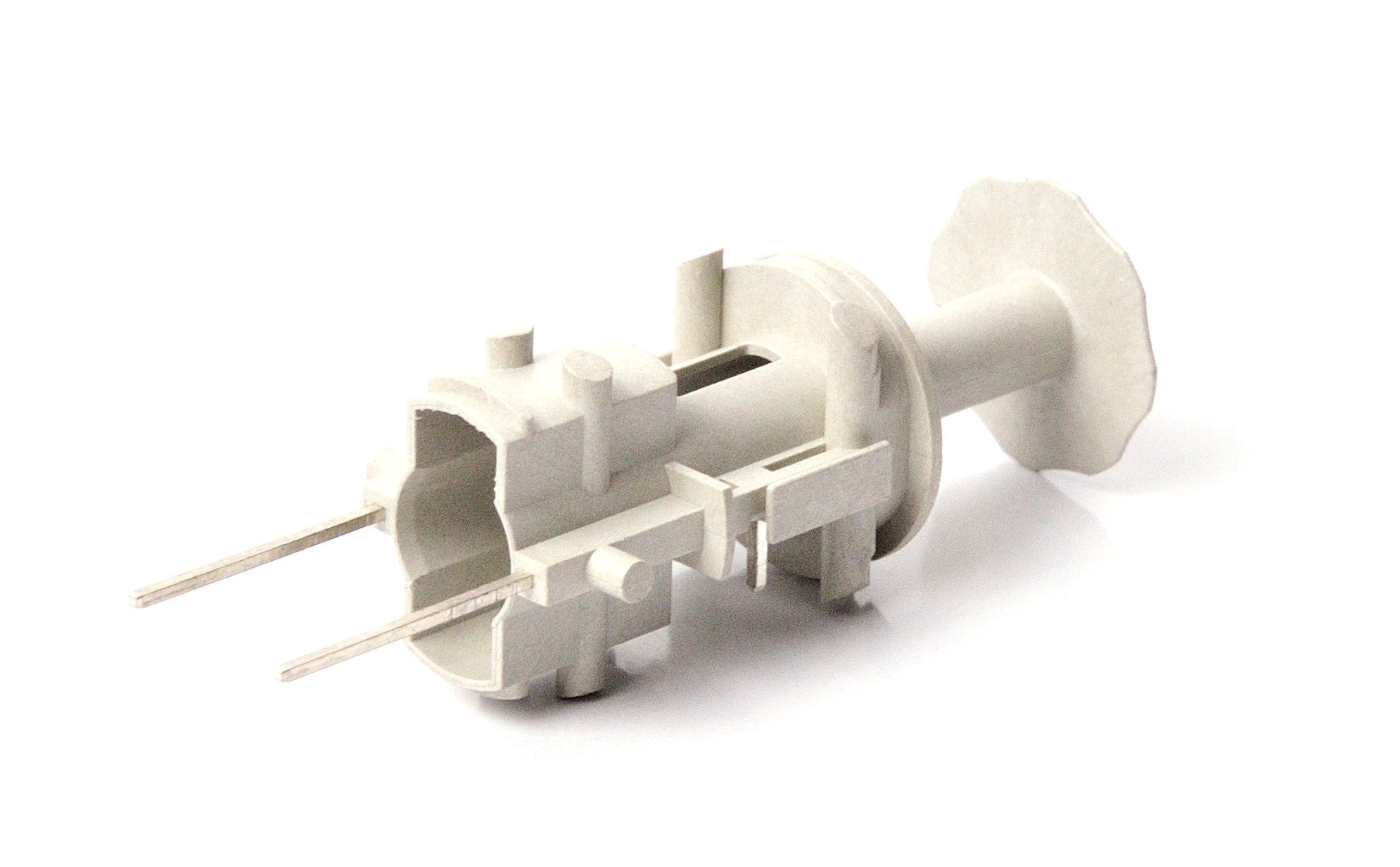
► Composants moulés par insertion typiques
► Aperçu de la conception des moules de surmoulage et d'insertion
► Application de la tomographie par rayons X en 3D à l'inspection des pièces surmoulées par Ming-Li
► Application de la technologie de surmoulage pour la prochaine génération
► Le surmoulage offre plusieurs avantages
► Pour les pièces complexes surmoulées, on peut d'abord réaliser un prémoulage puis procéder au surmoulage.
► Éléments clés de la technologie de surmoulage
► Le nouveau développement de la technologie de surmoulage
► Aperçu du procédé de surmoulage
► Capacités de Ming-Li en matière de surmoulage
► Étude de cas pour la solution de surmoulage de précision Ming-Li
Qu'est-ce que le surmoulage ?
Ming-Li bénéficie de plus de 40 ans d'expérience dans la fabrication de moules pour surmoulage et de pièces par injection plastique. Nos pièces surmoulées sont conçues et fabriquées pour de nombreuses applications. Nous maîtrisons également le surmoulage de circuits intégrés, de câbles et de verre. Le surmoulage est un procédé d'injection plastique qui consiste à mouler un matériau thermoplastique autour d'une pièce d'insertion, créant ainsi un assemblage intégré et fortement lié. Nous possédons une expertise en matière d'inserts métalliques, de revêtement, de placage et de moulage, nous permettant de répondre aux exigences de nos clients. Pour toute question relative au surmoulage, n'hésitez pas à nous contacter.
Qu'est-ce que le surmoulage ?
Moulage par insertion vs surmoulage
| Fonctionnalité | Moulure d'insertion | surmoulage |
|---|---|---|
| Définition du processus | Intégration d'un insert préformé dans la pièce en plastique. | Ajouter des couches de plastique sur une pièce existante. |
| Insérer le matériau | Métal, céramique, plastique ou autres matériaux. | Généralement du plastique sur du plastique, mais cela peut inclure du métal. |
| Application | Composants nécessitant une fixation solide aux inserts. | Pièces nécessitant des couches supplémentaires ou l'utilisation de plusieurs matériaux. |
| Complexité | Haute, grâce à un positionnement précis des inserts. | Haute qualité, implique plusieurs étapes de moulage. |
| Temps de cycle | Plus long, nécessite une manipulation soigneuse des inserts. | Plus long, en raison du processus en plusieurs étapes. |
| Coût | Plus élevée, influencée par le matériau de l'insert et sa manipulation. | Plus élevé, en raison des étapes de moulage supplémentaires. |
| Flexibilité de conception | Haute performance, permettant l'intégration de formes et de types d'inserts variés. | Haute qualité, permet des conceptions créatives multi-matériaux. |
| Force | Liaison forte et durable entre l'insert et le plastique moulé. | Variable, dépend de la qualité de la liaison entre les couches. |
| Utilisations courantes | Composants électriques, pièces filetées, outils. | Poignées, boîtiers multi-matériaux. |
| exigences en matière d'outillage | Complexe, nécessite l'intégration d'éléments supplémentaires. | Complexe, nécessite plusieurs moules pour différents matériaux. |
| Compatibilité des matériaux | De larges matériaux d'inserts variés peuvent être utilisés. | Matériaux limités, généralement identiques ou compatibles. |
- • Moulage par insertion : Idéal pour intégrer des composants dans des pièces en plastique, offrant résistance et durabilité.
- • Surmoulage : Idéal pour ajouter des caractéristiques ergonomiques ou des couches supplémentaires à un composant de base.
Ces deux technologies améliorent la fonctionnalité et l'esthétique des pièces en plastique, mais le choix entre elles dépend des exigences spécifiques de l'application.

Directives de conception pour le surmoulage et le moulage par insertion
Nos directives de base pour le surmoulage et le moulage par insertion comprennent des considérations de conception importantes visant à améliorer la fabricabilité des pièces, à rehausser leur aspect esthétique et à réduire le temps de production global. Consultez notre page de directives de conception pour plus de détails.

Avantages et bénéfices du surmoulage et du moulage par insertion
Les inserts et bagues métalliques sont couramment utilisés pour renforcer les propriétés mécaniques des pièces en plastique ou des produits en élastomère thermoplastique fabriqués par moulage par injection avec insert. Ce procédé offre de nombreux avantages qui améliorent les processus de votre entreprise et, par conséquent, sa rentabilité. Parmi ces avantages, on peut citer :
• Améliorer la force et la structure
• Améliorer la fiabilité des composants
• Réduit le poids et la taille des pièces
• Réduit les coûts de main-d'œuvre et d'assemblage
• Améliorer la flexibilité de conception

Considérations relatives au surmoulage et au moulage par insertion
Nos équipes expérimentées maîtrisent parfaitement les procédés de surmoulage et d'insertion de pièces. Elles sont capables de transformer les matériaux d'injection en inserts plastiques. Toutefois, certains facteurs doivent être pris en compte avant de décider d'opter pour ce procédé. Il est essentiel d'évaluer le coût total, incluant celui des inserts et de l'outillage. Les inserts doivent également résister aux contraintes du processus d'injection, certaines pressions et températures pouvant les endommager. Parmi les autres éléments à considérer, citons :
- • Dispositif permettant de maintenir l'insert pendant le processus de moulage
- • Des bossages ou des contre-dépouilles qui offrent une résistance supplémentaire à la rétention à l'intérieur de la pièce moulée
- • Comprendre quels composants et technologies spécifiques sont combinés en un seul composant dans le processus de moulage par injection d'inserts
Paramètres du procédé de surmoulage
| Nom du paramètre | Unité | Plage ou valeur | Notes |
|---|---|---|---|
| Température d'injection | °C | 180-343 | Cela dépend du matériau |
| Pression d'injection | MPa | 50-150 | Cela dépend de la conception du moule |
| Temps d'injection | Secondes | 2-10 | Cela dépend de la taille de la pièce |
| Temps de refroidissement | Secondes | 10-60 | Cela dépend du matériau et de l'épaisseur de la pièce. |
| Force de serrage | kN | 500-1500 | Cela dépend de la taille du moule |
Propriétés du matériau de surmoulage
| Nom du matériau | Dureté | Point de fusion | Taux de rétrécissement | Notes |
|---|---|---|---|---|
| ABS | 75-85 | 105-115°C | 0,4-0,7% | Matériaux à usage général |
| PP (Polypropylène) | 85-95 | 130-170°C | 1,0-2,5% | Excellente résistance chimique |
| PBT (polybutylène téréphtalate) | 90-95 | 140-170°C | 1,5-2,5% | Robustesse, résistance aux solvants |
| PC (Polycarbonate) | 70-80 | 230-260°C | 0,5-0,7% | haute résistance aux chocs |
| Nylon PA | 75-90 | 190-250°C | 0,7-1,5% | haute résistance à l'usure |
| PEEK | 85-90 | 343°C | 1,2-1,5% | matériau haute performance |
| Île-du-Prince-Édouard (Ultem) | 78-83 | 217-222°C | 0,5-0,7% | haute résistance à la chaleur |
| PPS (sulfure de polyphénylène) | 80-100 | 200-240°C | 0,6~1,4% | résistance chimique, stabilité thermique, résistance mécanique |

Spécifications des inserts pour le surmoulage
| Insérer le nom | Matériel | Dimensions | Poids | Méthode de fabrication |
|---|---|---|---|---|
| Insert en laiton | Laiton | Divers | Variable | Usinage |
| Insert en acier inoxydable | Acier inoxydable | Divers | Variable | Usinage |
| Insert en aluminium | Aluminium | Divers | Variable | Usinage |
| Insert en céramique | Céramique | Divers | Variable | Pressage et frittage |
| Insert en verre | Verre | Divers | Variable | Moulage |
| Revêtement métallique | Métaux divers | Divers | Variable | Placage |
| Insert de puce | Silicium | Divers | Variable | Fabrication |
| Insert de plaquette | Silicium | Divers | Variable | Fabrication |
| Insert de câble | Cuivre et isolation | Divers | Variable | Extrusion |
| Insert de circuit imprimé | Matériau composite | Divers | Variable | Lamination et gravure |
Procédé de production par surmoulage
| Étape du processus | Description | Notes |
|---|---|---|
| Préparation du matériel | Préparer les granulés de plastique et les inserts nécessaires. | S'assurer que les matériaux sont secs |
| Installation de moules | Installez le moule sur la machine à mouler par injection. | Vérifiez si la moisissure est propre |
| Insertion de l'emplacement | Placez correctement les inserts dans le moule. | Assurez-vous que les inserts sont positionnés avec précision. |
| Moulage par injection | La machine à injection fonctionne et remplit la cavité du moule avec du plastique. | Paramètres d'injection de contrôle |
| Refroidissement et éjection | Après refroidissement, ouvrez le moule et éjectez la pièce finie. | Contrôler la qualité des pièces |
| Inspection de la qualité | Vérifiez si la pièce répond aux dimensions, à la résistance, etc. | Effectuer les tests de qualité nécessaires |
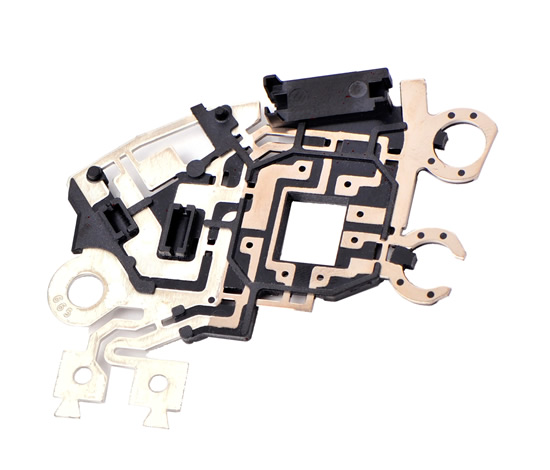
Nos composants moulés par insertion typiques
De nombreux secteurs industriels peuvent tirer profit de l'intégration de pièces surmoulées dans la conception de leurs composants. Les techniques de surmoulage de précision de Ming-Li couvrent un large éventail d'industries, notamment le militaire, l'automobile, les modules d'onduleurs, les convertisseurs, les dispositifs de contrôle de puissance, l'électronique, l'électrique, le médical, les sciences de la vie, les équipements bancaires, l'aérospatiale, le naval, le mobilier et les éléments de construction.
Les types de surmoulage/moulage par insertion fabriqués comprennent :
- • Broches électriques et électroniques
- • Contacts et connecteurs électriques et électroniques
- • Modules d'onduleur

- • Convertisseurs
- • Dispositifs de contrôle de puissance
- • Pièces automobiles
- • Interrupteurs
- • Assemblages mécaniques
- • Capteurs pour les sciences de la vie
- • Surmoulage des empilements de tôles de rotor et de stator de moteur
- • Électrovanne
- • Instruments médicaux
- • Fixations
- • Engrenages
Aperçu de la conception des moules de surmoulage et d'insertion
Les directives de conception des moules pour notre surmoulage et notre moulage par insertion de base comprennent des considérations importantes en matière de conception de moules afin d'améliorer la fabricabilité des pièces, d'améliorer l'aspect esthétique et de réduire le temps de production global.
Le surmoulage est une opération complexe, notamment en raison des nombreuses variables à prendre en compte et du risque de reproduire les erreurs sur d'innombrables copies moulées par injection. Ming-Li propose des services de surmoulage ; vous pouvez faire appel à nos services dès les premières étapes de la conception de vos pièces. Notre expertise des différents procédés vous permettra d'éviter les nombreux écueils susceptibles de compromettre la réalisation d'une pièce réussie.
Lors de la conception de pièces pour le surmoulage, plusieurs règles empiriques s'appliquent : les bords du surmoulage ne doivent pas être adoucis, mais s'arrêter net, à pleine épaisseur, contre une butée ou dans une encoche. La texture de surface du surmoulage facilite grandement le démoulage. Elle donne également l'impression d'une pièce plus souple au toucher, tout en masquant les éventuels défauts de moulage. Des angles de dépouille importants contribuent également au démoulage. Les concepteurs de moules doivent porter une attention particulière à la conception des canaux d'injection et d'évacuation.
L'utilisation du surmoulage par insertion peut présenter des défis d'ingénierie spécifiques. Les avantages en termes de résistance et de polyvalence accrues doivent être mis en balance avec la nécessité d'une revue de conception plus rigoureuse en vue de la fabrication. Voici quelques recommandations utiles :
- Le principal problème est le retrait de la résine. Ce retrait crée des contraintes circonférentielles autour du raccord, susceptibles d'entraîner des fissures à terme, surtout si la pièce est soumise à une tension mécanique. Voici comment y remédier :
- • Utilisez une résine présentant un taux de retrait relativement faible.
- • Utilisez une résine renforcée par des charges.
- • Entourez l'insert d'une plus grande surface de plastique.
- • Soutenez l'insert avec des bossages et des nervures.
- • Préchauffez les inserts avant le moulage. Cela permet à la résine et à l'insert de refroidir et de se rétracter simultanément, réduisant ainsi les contraintes entre les matériaux.
- Utilisez des inserts préfabriqués dotés de surfaces moletées pour faciliter leur maintien en place.
- Évitez les angles vifs et utilisez plutôt des profils arrondis pour réduire les contraintes.
- Concevez les inserts de manière à ce qu'ils soient légèrement en retrait. Cela permet d'éviter d'endommager l'outil.

Application de la tomographie par rayons X en 3D à l'inspection des pièces surmoulées par Ming-Li
1. Introduction à la tomographie par rayons X (CT) 3D pour l'inspection
La tomographie assistée par ordinateur (TDM) 3D est une méthode de contrôle non destructive avancée permettant d'inspecter les caractéristiques externes et internes des pièces surmoulées. Cette technologie crée des images 3D détaillées qui permettent une inspection complète, garantissant ainsi la conformité des pièces aux normes de qualité les plus strictes.
2. Principales applications de la tomographie 3D par rayons X dans le contrôle du surmoulage
-
• Vérification de la structure interne : La tomographie aux rayons X permet aux fabricants de contrôler le positionnement interne des inserts dans la pièce moulée en plastique sans avoir à l’ouvrir. Ceci garantit que les inserts sont correctement positionnés et parfaitement encapsulés, évitant ainsi les problèmes d’alignement ou d’adhérence incomplète.
-
• Détection des vides et défauts : Cette technologie est très efficace pour détecter les vides, les fissures ou tout autre défaut interne susceptible de compromettre l’intégrité et les performances de la pièce surmoulée. Ces défauts sont souvent invisibles avec les méthodes d’inspection traditionnelles, ce qui rend la tomographie par rayons X particulièrement précieuse.
-
• Contrôle de la précision dimensionnelle et des tolérances : La tomographie 3D par rayons X (CT) permet des mesures précises des géométries complexes de la pièce surmoulée, garantissant ainsi que toutes les dimensions respectent les tolérances spécifiées. Ceci est essentiel pour préserver la fonctionnalité et la fiabilité de la pièce, notamment dans les applications où la précision est primordiale.
-
• Intégrité et adhérence des matériaux : Cette technologie permet également d’évaluer la qualité de l’adhérence entre l’insert et le plastique environnant. L’analyse de l’interface entre différents matériaux, par tomographie aux rayons X, permet d’identifier les points faibles potentiels ou les adhérences incomplètes susceptibles d’entraîner la défaillance de la pièce.
3. Avantages de l'utilisation de la tomographie par rayons X pour l'inspection
-
• Contrôle non destructif : contrairement aux méthodes traditionnelles qui peuvent nécessiter le démontage ou la découpe de la pièce, la tomographie par rayons X est totalement non destructive, permettant d’inspecter la pièce sans aucune altération physique.
-
• Analyse complète : La capacité à générer une image 3D complète de la pièce permet une inspection plus approfondie que les méthodes superficielles, garantissant ainsi que tous les problèmes potentiels sont identifiés et traités.
-
• Amélioration de l'efficacité du contrôle qualité : les scanners CT à rayons X rationalisent le processus de contrôle qualité en identifiant rapidement les défauts, en réduisant le besoin de multiples étapes d'inspection et en minimisant le risque de problèmes non détectés.
4. Exemples industriels d'utilisation de la tomographie par rayons X pour le contrôle des surmoulages
-
• Pièces automobiles : Dans l’industrie automobile, le surmoulage est utilisé pour les composants nécessitant une combinaison de métal et de plastique. La tomographie aux rayons X garantit que ces composants répondent aux normes de sécurité et de durabilité en inspectant minutieusement leurs structures internes et les interfaces entre les matériaux.
-
• Dispositifs médicaux : Pour les dispositifs médicaux, où même un défaut mineur peut avoir des conséquences importantes, la tomographie par rayons X offre la précision et la fiabilité nécessaires pour garantir que toutes les pièces répondent aux exigences rigoureuses du secteur de la santé.
-
• Électronique grand public : Dans le domaine de l'électronique, où le positionnement et l'intégrité des inserts conducteurs sont essentiels, la tomographie par rayons X garantit que les pièces sont exemptes de défauts susceptibles d'affecter leurs performances, tels qu'un mauvais alignement ou une encapsulation incomplète.
La tomographie 3D par rayons X est une technologie essentielle pour l'inspection des pièces surmoulées, offrant une précision et une fiabilité inégalées. En fournissant une analyse détaillée de la structure interne de ces pièces, elle aide les fabricants à maintenir des normes de qualité élevées, garantissant ainsi des produits finaux à la fois fonctionnels et durables.

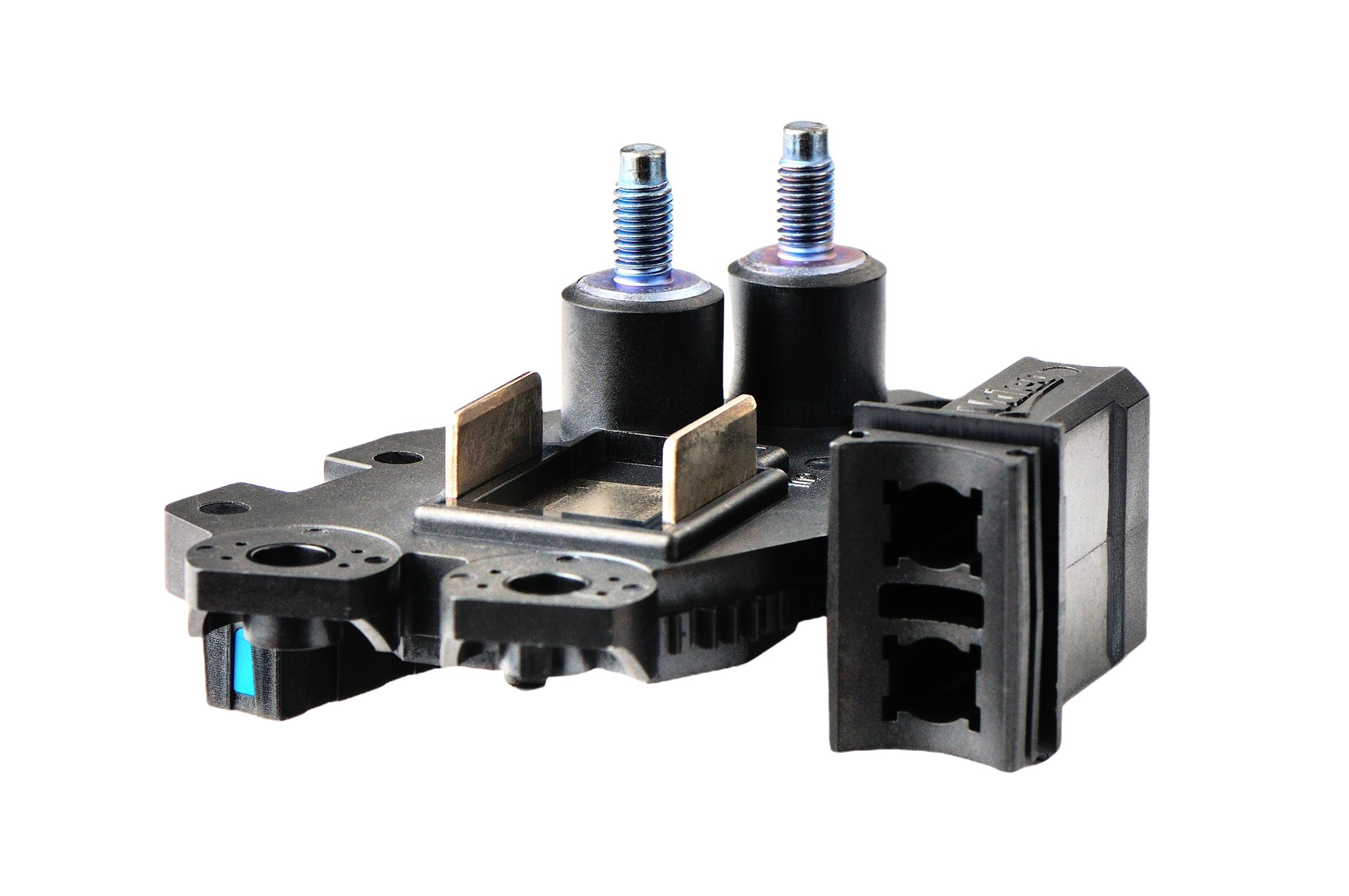
Notre application de la technologie de surmoulage pour la prochaine génération de véhicules écologiques
La technologie de surmoulage est désormais largement utilisée pour les onduleurs, les convertisseurs et les modules de puissance des véhicules électriques. La technologie de surmoulage Ming-Li est un procédé de moulage par injection où un matériau thermoplastique est moulé autour d'une ou plusieurs pièces d'insertion, créant ainsi un assemblage intégré et fortement lié. Nous combinons notre savoir-faire en matière d'inserts métalliques, de placage et de moulage pour créer des pièces de haute technologie. Notre technique de surmoulage a été choisie pour le module d'onduleur commandant le moteur haute tension, le convertisseur DC-DC et le module de batterie secondaire automobile.

Le surmoulage offre plusieurs avantages qui en font un procédé de fabrication intéressant dans diverses industries :
Amélioration des performances du produit : Le surmoulage permet d'associer différents matériaux aux propriétés complémentaires. Par exemple, un substrat rigide peut être encapsulé dans un matériau souple et élastomère afin d'améliorer l'adhérence, l'amortissement ou la résistance aux chocs. Cette combinaison de matériaux peut optimiser les performances et la fonctionnalité globales du produit.
Durabilité accrue du produit : En formant une couche protectrice sur le substrat, le surmoulage améliore la durabilité et la longévité d’un produit. Le matériau surmoulé protège le substrat de l’abrasion, des chocs, de l’humidité et autres agressions environnementales, prolongeant ainsi la durée de vie du produit.
Ergonomie et confort améliorés : Le surmoulage permet d'ajouter des caractéristiques ergonomiques aux produits, comme des poignées souples et des contours adaptés, améliorant ainsi le confort de l'utilisateur et réduisant la fatigue lors d'une utilisation prolongée. Ceci est particulièrement avantageux pour les outils portatifs, les poignées et autres produits où le confort de l'utilisateur est primordial.
Esthétique personnalisée : Le surmoulage permet d’intégrer différentes couleurs, textures et finitions, offrant ainsi aux designers la possibilité de créer des produits visuellement attrayants et esthétiquement plaisants. Cette personnalisation peut renforcer l’identité de marque et son attrait sur le marché.
Réduction des coûts d'assemblage et de main-d'œuvre : Le surmoulage combine plusieurs étapes de fabrication en un seul processus, réduisant ainsi le besoin d'assemblage et d'opérations à forte intensité de main-d'œuvre. Il en résulte des économies et une efficacité accrue de la production.
Flexibilité de conception : Le surmoulage offre aux concepteurs une plus grande flexibilité dans la conception de produits, permettant la création de formes et de géométries complexes qui seraient difficiles, voire impossibles, à réaliser avec les méthodes de fabrication traditionnelles. Cette flexibilité favorise le développement de produits innovants et uniques.
Étanchéité et imperméabilité améliorées : Le surmoulage permet de créer un joint hermétique autour des composants électroniques ou autres pièces sensibles, les protégeant ainsi de l'humidité, de la poussière et autres contaminants. Ceci est particulièrement important dans les applications exigeant une étanchéité à l'eau et à l'environnement.
Amortissement du bruit et des vibrations : Le surmoulage permet d’amortir les vibrations et de réduire le bruit en créant une couche protectrice entre les pièces ou composants mobiles. Ceci est particulièrement avantageux dans les applications où la réduction du bruit et le contrôle des vibrations sont essentiels, comme les composants automobiles et les appareils portables.
Globalement, le surmoulage offre une solution polyvalente et efficace pour améliorer les performances, la durabilité, l'esthétique et l'expérience utilisateur des produits dans un large éventail de secteurs et d'applications.

Pour les pièces complexes surmoulées, on peut d'abord réaliser un prémoulage puis procéder au surmoulage.
Dans certains cas, pour les pièces complexes surmoulées, il peut être avantageux d'utiliser un procédé en plusieurs étapes comprenant le prémoulage de l'insert avant le surmoulage. Cette approche présente plusieurs avantages :
Positionnement optimisé de l'insert : Le pré-moulage de l'insert permet un positionnement précis dans la cavité du moule avant le surmoulage. Ceci est particulièrement important pour les pièces complexes comportant plusieurs inserts ou des géométries complexes où un alignement exact est essentiel à leur fonctionnalité et à leurs performances.
Adhérence et liaison améliorées : Le pré-moulage de l’insert permet une meilleure adhérence et une liaison plus forte entre l’insert et le matériau surmoulé. Il en résulte une liaison plus solide et plus fiable, améliorant la durabilité et l’intégrité globales de la pièce.
Réduction du mouvement ou du déplacement de l'insert : Le pré-moulage de l'insert permet d'éviter tout mouvement ou déplacement lors du surmoulage, garantissant ainsi son maintien en place dans la cavité du moule. Ceci est particulièrement avantageux pour les inserts susceptibles de se déplacer ou de tourner pendant le moulage par injection.
Contrôle amélioré des flux de matières : Le prémoulage de l'insert permet de mieux contrôler l'écoulement du plastique fondu autour de celui-ci lors du surmoulage. Ceci minimise les risques d'inclusion d'air, de vides ou de défauts dans la pièce surmoulée, et permet d'obtenir une pièce finie de meilleure qualité.
Processus de fabrication rationalisé : Bien que le pré-moulage de l’insert ajoute une étape supplémentaire au processus de fabrication, il peut rationaliser la production globale en optimisant le processus de surmoulage et en réduisant le risque de retouches ou de rebuts dus à un mauvais alignement ou à des problèmes de liaison de l’insert.
Il est toutefois essentiel d'évaluer les exigences spécifiques de la pièce et de prendre en compte des facteurs tels que la compatibilité des matériaux, la complexité du procédé, le volume de production et la rentabilité pour déterminer s'il convient de prémouler les inserts avant le surmoulage. Dans certains cas, un surmoulage en une seule étape peut s'avérer suffisant et plus pratique, notamment pour les pièces simples ou lorsque les contraintes de temps et de coût sont importantes.

Éléments clés de la technologie de surmoulage
Conception du moule : La conception du moule est cruciale pour le surmoulage. Il doit accueillir le ou les inserts et permettre une bonne circulation du plastique fondu autour de ceux-ci afin d’obtenir la forme et les propriétés souhaitées de la pièce finie. Les éléments à prendre en compte lors de la conception du moule comprennent l’emplacement des points d’injection, l’évacuation de la matière, les canaux de refroidissement et les mécanismes d’éjection des pièces.
Choix du matériau d'insert : Le choix du matériau d'insert approprié est essentiel pour obtenir les propriétés mécaniques, thermiques et chimiques souhaitées de la pièce finie. Les matériaux d'insert courants comprennent les métaux (par exemple, le laiton, l'acier), les plastiques et les céramiques, choisis en fonction de facteurs tels que la résistance, la conductivité et la compatibilité avec le matériau de surmoulage.
Choix du matériau de surmoulage : Le choix du matériau de surmoulage approprié est essentiel pour obtenir les performances, l’esthétique et la fonctionnalité souhaitées de la pièce finie. Les facteurs à prendre en compte incluent la compatibilité du matériau avec l’insert et le substrat, ses propriétés mécaniques (dureté, flexibilité, etc.), sa stabilité thermique et sa résistance aux conditions environnementales.
Préparation des inserts : Une préparation adéquate des inserts est essentielle pour garantir une bonne adhérence et une liaison optimale avec le matériau de surmoulage. Des techniques de traitement de surface telles que le nettoyage, le rugosification ou l’application d’agents favorisant l’adhérence peuvent être nécessaires pour améliorer la liaison entre l’insert et le matériau de surmoulage.
Paramètres du processus de moulage par injection : L'optimisation des paramètres du processus de moulage par injection, tels que la température, la pression, la vitesse d'injection et le temps de refroidissement, est essentielle pour obtenir un remplissage uniforme de la cavité du moule, minimiser les défauts et garantir la précision dimensionnelle et la qualité des pièces.
Contrôle de la température du moule : Le contrôle précis de la température du moule est essentiel pour garantir une qualité de pièces constante et minimiser les temps de cycle. Une maîtrise adéquate de la température permet de prévenir les déformations, les retraits et autres défauts de moulage, tout en favorisant un flux de matière optimal et une bonne consolidation des pièces.
Contrôle et inspection de la qualité : La mise en œuvre de mesures de contrôle qualité et de procédures d'inspection rigoureuses est essentielle pour garantir la précision dimensionnelle, l'état de surface et les propriétés mécaniques des pièces surmoulées. Les méthodes d'inspection peuvent inclure l'inspection visuelle, la mesure dimensionnelle et les essais des propriétés des matériaux et de l'adhérence.
Automatisation et robotique : L’utilisation de l’automatisation et de la robotique dans les procédés de surmoulage permet d’améliorer la productivité, la répétabilité et l’efficacité, tout en réduisant les coûts de main-d’œuvre et les temps de cycle. Les systèmes automatisés prennent en charge le chargement des inserts, la manutention des pièces et le contrôle qualité, ce qui accroît le débit et la constance de la production.
En s'attaquant efficacement à ces éléments clés, les fabricants peuvent optimiser la technologie de surmoulage pour produire des pièces de haute qualité aux géométries complexes, aux fonctionnalités intégrées et aux performances améliorées pour diverses applications dans tous les secteurs industriels.

Capacité de Ming-Li en matière de technologie de surmoulage
Intégration d'inserts : Le surmoulage consiste à intégrer des inserts préformés, généralement en métal ou autre matériau, dans la cavité du moule avant d'y injecter du plastique fondu. Cette intégration permet de combiner les avantages de différents matériaux au sein d'une même pièce.
Amélioration de la résistance et des fonctionnalités : L’insertion de pièces plastiques permet d’en accroître la résistance, la rigidité et les fonctionnalités. Ces inserts peuvent apporter un soutien structurel, un renforcement ou des caractéristiques spécifiques qui améliorent les performances de la pièce finale.
Étapes d'assemblage réduites : Le surmoulage réduit le nombre d'étapes d'assemblage en combinant plusieurs composants en une seule pièce. Cela simplifie le processus de fabrication, diminue les coûts de main-d'œuvre et minimise les risques d'erreurs d'assemblage.
Flexibilité de conception : Le surmoulage offre une grande flexibilité de conception, permettant la création de géométries complexes, de fonctionnalités intégrées et d’assemblages multi-matériaux. Les concepteurs peuvent ainsi élaborer des solutions innovantes et optimiser les performances des pièces afin de répondre à des exigences spécifiques.
Compatibilité des matériaux : Le choix de matériaux compatibles pour l’insert et le surmoulage plastique est essentiel pour obtenir une liaison solide et garantir l’intégrité de la pièce finale. Les critères de compatibilité incluent l’adhérence, les coefficients de dilatation thermique et la résistance chimique.
Contrôle du procédé de moulage par injection : La maîtrise précise des paramètres du procédé de moulage par injection, tels que la température, la pression et la vitesse d’injection, est essentielle pour obtenir un remplissage uniforme de la cavité du moule et minimiser les défauts. Un contrôle rigoureux du procédé garantit une qualité constante des pièces et une précision dimensionnelle optimale.
Préparation et manipulation des inserts : Une préparation et une manipulation adéquates des inserts sont essentielles pour garantir une bonne adhérence et une liaison optimale avec le plastique surmoulé. Des techniques de traitement de surface, telles que le nettoyage, le rugosification ou l’application de promoteurs d’adhérence, peuvent être nécessaires pour améliorer la liaison.
Assurance et inspection de la qualité : La mise en œuvre de mesures d'assurance qualité et de procédures d'inspection rigoureuses est essentielle pour garantir la précision dimensionnelle, l'état de surface et les propriétés mécaniques des pièces surmoulées. Les méthodes d'inspection peuvent inclure l'inspection visuelle, la mesure dimensionnelle et les essais de propriétés des matériaux.
Considérations relatives aux coûts : Bien que le surmoulage offre de nombreux avantages, notamment la réduction des étapes d’assemblage et l’amélioration des performances des pièces, les fabricants doivent tenir compte des coûts liés à l’outillage, aux matériaux et à la main-d’œuvre. Des stratégies de production rentables doivent être mises en œuvre afin d’optimiser les dépenses de fabrication globales.
Diversité des applications : La technologie de surmoulage trouve des applications dans de nombreux secteurs, notamment l’automobile, l’électronique, les dispositifs médicaux, les biens de consommation et les équipements industriels. Elle convient à la production d’une large gamme de composants, tels que des connecteurs, des boîtiers, des poignées et des capteurs.
En comprenant et en gérant efficacement ces points clés, les fabricants peuvent tirer parti de la technologie de surmoulage pour produire des pièces de haute qualité et rentables qui répondent aux exigences rigoureuses des applications modernes.
Ming-Li Automatisation et robotique du surmoulage de précision
Le nouveau développement de la technologie de surmoulage
La technologie du surmoulage par insertion continue de progresser, portée par la demande croissante de solutions de fabrication plus complexes, intégrées et économiques dans divers secteurs industriels. Voici quelques développements récents dans ce domaine :
-
Compatibilité avec les matériaux avancés :
- • Développement de matériaux de surmoulage compatibles avec une gamme plus étendue de substrats, notamment les métaux, la céramique, le verre et les matériaux composites.
- • Introduction de thermoplastiques techniques aux propriétés d'adhérence améliorées, permettant une liaison fiable entre l'insert et le matériau plastique moulé.
-
Moulage par insertion multi-matériaux :
- • Progrès dans les techniques de surmoulage multi-matériaux, permettant le surmoulage simultané de plusieurs inserts de matériaux différents en un seul cycle de moulage.
- • Intégration de matériaux dissemblables aux propriétés variables, tels que des plastiques rigides et flexibles, pour créer des composants complexes aux fonctionnalités sur mesure.
-
Procédés de moulage de précision :
- • Mise en œuvre de procédés de moulage avancés, tels que le micro-moulage par insertion et le nano-moulage par insertion, pour la production de composants miniatures de haute précision et à tolérances serrées.
- • Utilisation de moules haute résolution, d'outillage à l'échelle micrométrique et de techniques d'usinage ultra-précises pour obtenir des caractéristiques et des microstructures complexes dans les pièces moulées par insertion.
-
Insérer Automatisation et robotique :
- • Intégration de systèmes de manutention automatisés et de robotique pour un placement précis et efficace des inserts dans la cavité du moule.
- • Utilisation de systèmes de vision, de capteurs et de commandes de rétroaction pour assurer un positionnement et un alignement précis des inserts pendant le processus de moulage, réduisant ainsi les temps de cycle et améliorant la répétabilité.
-
Électronique embarquée et capteurs :
- • Intégration de composants électroniques, de capteurs et de microprocesseurs dans des pièces surmoulées pour ajouter de l'intelligence, de la connectivité et des fonctionnalités.
- • Développement de techniques de surmoulage pour l'encapsulation de composants électroniques délicats et la création de boîtiers hermétiques pour les environnements difficiles.
-
Modification de surface et revêtements :
- • Progrès dans les technologies de traitement de surface pour améliorer l'adhérence entre les inserts et les matériaux plastiques, tels que le traitement au plasma, la décharge corona et la gravure chimique.
- • Application de revêtements fonctionnels et de traitements de surface aux inserts pour améliorer la résistance à l'usure, la résistance à la corrosion et la finition de surface des pièces moulées.
-
Assemblage et jointage dans le moule :
- • Intégration de techniques d'assemblage et de jonction dans le moule, telles que le soudage par ultrasons, le soudage laser et le sertissage à chaud, pour la fixation d'inserts aux pièces moulées pendant le processus de moulage.
- • Développement de procédés de moulage hybrides combinant le surmoulage et l'assemblage dans le moule pour produire des composants entièrement assemblés en une seule opération.
-
Durabilité et recyclabilité :
- • Adoption de matériaux et de procédés écologiques pour le surmoulage, notamment les plastiques biosourcés, les matériaux recyclés et les systèmes de recyclage en boucle fermée.
- • Optimisation des paramètres de moulage et des formulations de matériaux afin de minimiser les déchets, la consommation d'énergie et l'impact environnemental tout au long du processus de fabrication.
-
Personnalisation et adaptation :
- • Personnalisation des solutions de surmoulage pour répondre aux exigences spécifiques des clients, notamment en matière de flexibilité de conception, de choix des matériaux et de géométrie des pièces.
- • Intégration des technologies de fabrication additive et de prototypage rapide pour une itération et une personnalisation rapides des pièces moulées par injection dans les cycles de développement de produits.
Ces avancées dans le domaine du surmoulage stimulent l'innovation dans des secteurs tels que l'automobile, l'électronique, les dispositifs médicaux, les biens de consommation et l'aérospatiale, permettant la production de composants plus complexes, fonctionnels et intégrés, aux performances et au coût améliorés. La poursuite des efforts de recherche et développement devrait permettre d'accroître encore les capacités et les applications du surmoulage à l'avenir.


Aperçu du procédé de surmoulage
1. Conception et choix des matériaux :
- Le processus débute par une planification de conception précise, où la compatibilité des matériaux entre l'insert et le plastique est cruciale. Les ingénieurs sélectionnent des matériaux complémentaires afin d'assurer une liaison thermique et chimique optimale. Les matériaux couramment utilisés pour les inserts comprennent les métaux, les céramiques et les plastiques haute performance.
2. Préparation de l'insertion :
- Les inserts préformés sont préparés par nettoyage et parfois prétraitement afin d'améliorer leur adhérence au plastique fondu. Cette étape est essentielle pour éviter que des contaminants n'affectent le processus de moulage. Selon l'application, les inserts peuvent également être revêtus ou apprêtés.
3. Préparation du moule :
- Des moules spécifiques sont conçus et fabriqués pour accueillir les inserts. Ces moules doivent non seulement s'adapter parfaitement à l'insert, mais aussi permettre un positionnement aisé et un alignement correct lors du processus de moulage.
4. Moulage par injection :
- La matière plastique est chauffée jusqu'à fusion puis injectée dans le moule, où elle enrobe l'insert. Cette étape exige un contrôle précis des paramètres d'injection, tels que la pression, la température et la vitesse d'injection, afin de garantir la qualité et la régularité du résultat.
5. Refroidissement et solidification :
- Après l'injection du plastique, celui-ci doit refroidir et se solidifier autour de l'insert. Les systèmes de refroidissement intégrés au moule évacuent la chaleur du plastique, garantissant ainsi une solidification correcte et le maintien des dimensions de la pièce finie.
6. Éjection et finition :
- Une fois le plastique solidifié, la pièce finie est éjectée du moule. Les étapes de post-traitement peuvent inclure l'ébavurage, le polissage ou la peinture de la pièce afin d'en améliorer l'aspect ou les performances.
Ce schéma de processus amélioré offre une compréhension globale de chaque phase du surmoulage, mettant en lumière les nuances techniques qui garantissent le succès du processus de fabrication.

Capacités de Ming-Li en matière de surmoulage
Ming-Li Precision fait preuve d'une expertise exceptionnelle en surmoulage, intégrant des techniques de pointe en injection plastique, la conception et la fabrication de moules de précision, ainsi qu'un système de gestion de la qualité totale (GQT) complet. Avec plus de 1 000 moules de surmoulage produits et plus de 50 millions de pièces surmoulées fabriquées, Ming-Li est un partenaire de confiance pour les leaders mondiaux à la recherche de produits surmoulés de haute qualité.
-
• Taux CPK interne :≧ 1,33
-
• Plage de tolérance :Jusqu'à +/-0,01 mm
-
• Taille du moule :600L*600l*600H ; jusqu'à 2 000 kg
-
• Capacité mensuelle :20 jeux de moules / outillages / matrices ; 8 millions de pièces / Surmoulage et moulage par insertion Pièces injectées
Capacités de Ming-Li en matière de surmoulage
| Article | Description |
|---|---|
| Expérience en moulage par insertion | Plus de 1 000 ensembles des moules de surmoulage produits |
| Expérience en fabrication de surmoulage | Plus de 50 millions de pièces moulées par injection fabriquées |
| Machines d'injection verticales | Gamme de tonnage : 35 T à 250 T Dimensions maximales du produit : 8,5 x 11 x 6 pouces (216 x 279 x 150 mm) |
| Machines d'injection horizontales | Gamme de tonnage : 60 T à 200 T Poids maximal du produit : 0,1 g à 500 g |
| Précision du moule | Précision du moule : ± 0,0015 mm Précision du produit : ± 0,01 à 0,05 mm |
| Conception et soutien à la fabrication | Assistance complète, de la conception à la livraison du produit final Utilise Autodesk Moldflow pour l'analyse du flux de moule |
| Entretien et gestion des moisissures | Inspections régulières, réglages précis et réparations nécessaires Garantit que les moules restent dans des conditions optimales tout au long de leur cycle de vie |
| Certifications en matière de gestion de la qualité et de l'environnement | Certification ISO/IATF 16949 |

Machines et équipements d'injection
Les capacités de surmoulage de Ming-Li sont assurées par une large gamme de machines d'injection verticales et horizontales de pointe, permettant la production de produits de tailles et de poids divers :
-
Machines d'injection verticales
- • Gamme de tonnage : 35T à 250T
- • Taille maximale du produit :
- Dimensions en pouces : 8,5 x 11 x 6
- Millimètres : 216 x 279 x 150
- • Précision :
- Moule : ± 0,0015 mm
- Produit : ± 0,02~0,05 mm
-
Machines d'injection horizontales
- • Gamme de tonnage : 15 T à 320 T
- • Poids maximal du produit : 0,1 g à 500 g

Services et expertise complets
-
Conception et fabrication de moules d'injection de précision :
- Ming-Li conçoit et fabrique des moules d'injection de haute précision garantissant un positionnement et un insertion précis des inserts dans les pièces plastiques. Forte d'une expérience de plus de 1 000 jeux de moules de surmoulage à son actif, Ming-Li propose des moules adaptés aux besoins spécifiques de chaque application, assurant ainsi des performances optimales et une fiabilité à long terme. Son équipe d'ingénieurs collabore étroitement avec ses clients afin d'identifier au plus tôt les éventuels problèmes de conception ou de fabricabilité, optimisant ainsi la production et réduisant les coûts.
-
Technologie avancée de moulage par injection :
- Grâce à des technologies de moulage par injection de pointe, Ming-Li a fabriqué plus de 50 millions de pièces surmoulées de haute qualité. Ces technologies sont supervisées par une équipe d'ingénieurs expérimentés en moulage par injection, garantissant ainsi le respect de normes de contrôle qualité strictes à chaque étape de la production. Les capacités de Ming-Li permettent la fabrication de pièces aux géométries complexes, assurant précision et durabilité.
-
Entretien et gestion des moisissures :
- Ming-Li propose des services complets de maintenance des moules afin de garantir leur fonctionnement optimal tout au long de leur cycle de vie. Ces services comprennent des inspections régulières, des réglages précis et les réparations nécessaires, assurant ainsi une qualité constante et une stabilité de production à long terme.
-
Solutions personnalisées et assistance à la conception :
- Ming-Li propose un accompagnement complet en conception et des solutions sur mesure, de l'idée initiale à la livraison du produit final. L'entreprise utilise des outils comme Autodesk Moldflow pour l'analyse des flux de matière dans les moules, afin d'aider ses clients à optimiser leurs conceptions, améliorer la fabricabilité et accroître les performances de leurs produits. Ainsi, chaque produit répond aux exigences spécifiques de son application.
-
Certifications en matière de gestion de la qualité et de l'environnement :
- L'engagement de Ming-Li envers la qualité se reflète dans ses multiples certifications internationales, notamment ISO/IATF 16949.
Les capacités de Ming-Li Precision en matière de surmoulage sont complètes, couvrant l'ensemble du processus, de la conception de moules de précision aux technologies de moulage par injection les plus avancées. Avec plus de 1 000 jeux de moules de surmoulage produits et plus de 50 millions de pièces surmoulées fabriquées, Ming-Li s'est imposée comme un chef de file du secteur. Son engagement indéfectible envers la qualité et son expertise technique en font le partenaire idéal pour les fabricants souhaitant produire des pièces surmoulées de haute précision, durables et respectueuses de l'environnement. Au-delà de services de fabrication performants, Ming-Li offre un soutien complet en matière de conception, d'optimisation et de responsabilité environnementale, garantissant ainsi la pleine satisfaction des besoins de ses clients.

Étude de cas pour la solution de surmoulage de précision Ming-Li
Étude de cas 1 : Surmoulage de connecteurs automobiles
Défi:
Un constructeur automobile avait besoin de connecteurs durables capables de résister à des températures élevées, aux vibrations et à l'exposition à des produits chimiques.
Solution:
Ming-Li Precision a utilisé ses capacités avancées de surmoulage pour recouvrir les inserts métalliques d'un plastique haute performance, assurant ainsi une liaison solide et une excellente protection des connecteurs.
Résultat:
Les connecteurs surmoulés répondaient à toutes les exigences de durabilité et de performance, ce qui a permis d'améliorer la fiabilité et de prolonger la durée de vie des produits dans les applications automobiles.
Étude de cas 2 : Boîtier pour dispositifs médicaux
Défi:
Une entreprise de dispositifs médicaux avait besoin de boîtiers précis et durables pour son équipement de diagnostic afin d'assurer un ajustement parfait des composants électroniques et de résister à une utilisation fréquente.
Solution:
Ming-Li Precision a utilisé le surmoulage pour intégrer des inserts métalliques dans des boîtiers en plastique, assurant un alignement précis et une intégrité structurelle accrue.
Résultat:
Les boîtiers offraient des performances fiables, un ajustement précis et une grande durabilité, améliorant ainsi la qualité globale et la longévité de l'équipement de diagnostic.
Étude de cas 3 : Boîtiers pour appareils électroniques grand public
Défi:
Une entreprise d'électronique grand public recherchait des boîtiers robustes et esthétiques pour une nouvelle gamme d'appareils portables, intégrant des inserts métalliques pour plus de solidité et de fonctionnalité.
Solution:
Le procédé de surmoulage de Ming-Li Precision a permis une intégration parfaite des inserts métalliques dans les boîtiers en plastique, atteignant ainsi la résistance et l'esthétique souhaitées.
Résultat:
Les boîtiers obtenus étaient robustes, durables et esthétiquement attrayants, ce qui a permis d'obtenir une grande satisfaction client et un lancement de produit réussi.
Ces études de cas illustrent l'expertise de Ming-Li Precision en matière de fourniture de solutions de surmoulage de haute qualité, fiables et personnalisées pour divers secteurs d'activité.
Exemple de projet de surmoulage Ming-Li
Pour en savoir plus
Pour ceux qui souhaitent approfondir leurs connaissances sur les dernières technologies et tendances en matière de surmoulage, les ressources suivantes offrent des informations complètes :
► Technologie de surmoulage chez Ming-Li
► La technologie de surmoulage de l'entreprise Ming-Li
► Matériaux courants pour le surmoulage
► Les dernières technologies et tendances en matière de surmoulage
► Matériaux courants pour le surmoulage et leurs propriétés
► Application du surmoulage chez Ming-Li Precision
► Technologie de surmoulage LSR (P+R)
► Technologie avancée de moulage par insertion de bobines d'induction
► Technologie de moulage par insertion de bornes à pression (œil de poisson)
► Feuille d'acier au silicium Technologie de surmoulage
► Condensateur et résistance Technologie de surmoulage
► Technologie de moulage par insertion magnétique

Compréhension approfondie du surmoulage
Ceci n'est qu'un aperçu partiel du surmoulage et du moulage par insertion. Ces techniques sont-elles adaptées à vos besoins ? Vous hésitez sur leur application à votre prochain projet ? Contactez nos experts techniques : nous vous conseillerons pour optimiser les résultats de ces deux procédés.

Leader du surmoulage par insertion... dans le domaine du surmoulage par insertion, Ming-Li Precision
