ガスアシスト射出成形技術
内部ガス圧技術
明麗におけるガスアシスト射出成形プロセスの応用

Ming-Li内部ガス圧力射出成形は、金型キャビティ内に窒素を注入し、溶融樹脂を部分的にまたは完全に充填するプロセスです。加圧されたガスは溶融樹脂の中心部に気泡を形成し、外側の収縮を抑制してヒケを除去します。樹脂量を減らし、中央キャビティを拡大することで、サイクルタイムを短縮しながらも優れた表面品質を実現し、軽量化を実現した部品を製造できます。このプロセスにより、成形部品設計者は複雑な部品を滑らかな表面で一体成形することが可能になります。
Airmould アプリケーションの利点:
- 品質改善
- 減量
- プラスチック材料の節約
- 部品単価の削減
- ヒケの防止
- 反りの低減・防止
- デザインの自由
発射体射出プロセス
この流体注入技術では、変位体(投影体)が
タイルは、事前に注入されたガス圧によって駆動されます
溶融物。発射体がプラスチック溶融物を押しのけ、空洞を形成する。
均一な直径で。このプロセスは特に推奨されます。
パイプおよびメディア導管の修理。ハンドルおよびその他の部品
均一な直径の大きな空洞を持つ
発射体射出技術で製造されています。
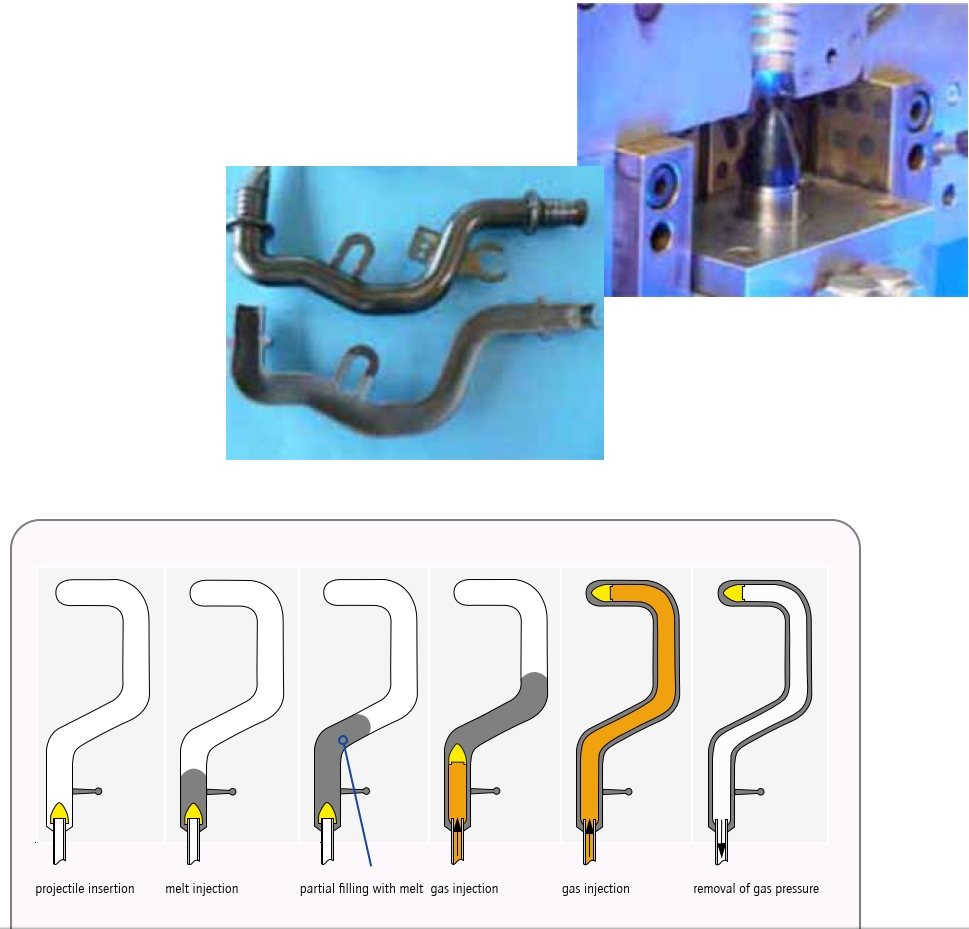
プロセスバリアントの詳細
» 部分充填プロセス
部分充填が標準的なプロセスです。
キャビティは部分的に溶融物で満たされている[1]。
次にガスを注入します。ガス泡が形成されます。
より高温のコア領域内では、より低温の
粘度とこの部分を移動させる
空洞が完全に満たされるまで溶かす
[2] ガス圧は次のように維持される。
収縮補償のための保持圧力
tion [3] 最終的に型に入れる前に除去される
開口部[4]。ガス注入口から
機械のエアモールドノズルは、
スプルーを密封します。
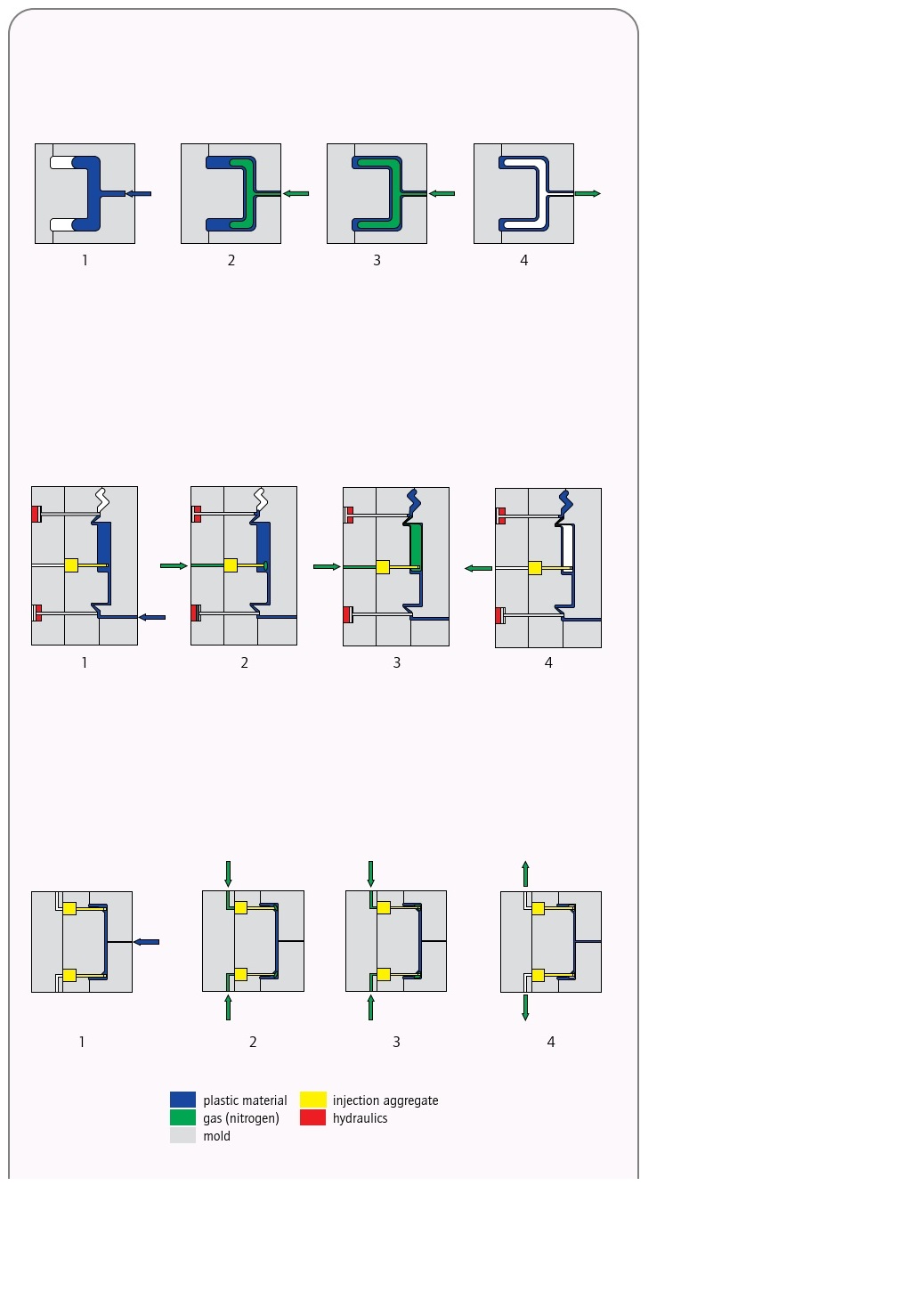
» スピルオーバーキャビティプロセス
プロセスステップ1として、キャビティが構成される。
完全に溶融物で満たされる[1]。必要に応じて、
溶融物に保持圧力が加えられます。
そして、溢れ出た空洞(オーバーフロー)は
開封して窒素を注入した[2]。ガス
コア領域から溶融物を押しのける
プラスチック材料をオーバーフローに流す。
ガス圧は維持される
全体にわたって圧力を保持するため
冷却期間[3]と相殺し、
収縮。ガス圧が除去され
金型を開ける前に[4]。
» 収縮補償プロセス
まず、空洞が完全に満たされます
溶融[1]。その後窒素を注入する[2]
保持圧力を供給し、
収縮を抑制する[3]。ガスは
成形部品内部のチャネルで
ガス圧は全体にわたって維持される
冷却期間を短縮し、
収縮率。成形品によって
一部、ガスはag-
金型またはエアモールド内の凝集体
機械のノズル。ガス圧力は
金型を開く前に除去される[4]。
ガスアシスト射出成形は、従来の射出成形の一種で、不活性ガス(通常は窒素)を用いて成形プロセスを補助します。ガスアシスト射出成形では、溶融プラスチック樹脂を最初に射出した後、金型キャビティ内にガスを注入します。このガスによって部品内に中空部またはチャネルが形成され、材料使用量、サイクルタイム、部品重量が削減されるとともに、表面仕上げと寸法安定性が向上します。
ガスアシスト射出成形プロセスの仕組みは次のとおりです。
-
初期射出:このプロセスは、一次射出ユニットを通して溶融プラスチック樹脂を金型キャビティに射出することから始まります。この初期射出により金型は部分的に充填され、後でガスを注入するためのスペースが確保されます。
-
ガス射出:最初の射出後、ガス射出ユニットが制御された量の不活性ガス(通常は窒素)をキャビティ内に導入します。ガスは金型内の戦略的に配置されたチャネルまたはノズルを通って流れ、溶融プラスチックを押しのけ、部品内に中空部またはチャネルを形成します。
-
圧力維持:ガスが注入されると、キャビティ内のガス圧力は一定時間、通常は部品が冷却され、形状を維持できるほど十分に固化するまで維持されます。この圧力は部品の壁面を支え、プラスチックの冷却に伴う崩壊や変形を防ぎます。
-
冷却と凝固:部品が冷却されると、ガス圧力が解放され、ガスチャネルの周囲でプラスチックが凝固します。金型内に冷却チャネルを設けることで、冷却プロセスを加速することができます。部品が完全に凝固すると、金型キャビティから取り出されます。
ガスアシスト射出成形技術の利点は次のとおりです。
-
材料使用量の削減:ガスアシスト射出成形により、部品内に中空セクションまたはチャネルを作成できるため、構造の完全性と強度を維持しながら全体的な材料使用量を削減できます。
-
サイクルタイムの短縮:ガスアシスト射出成形では、部品内に中空部分を形成することで、中実部品に比べて冷却時間とサイクルタイムを短縮でき、生産効率とスループットが向上します。
-
部品の軽量化:部品設計に中空セクションまたはチャネルを組み込むことで大幅な軽量化が可能になり、ガスアシスト射出成形は自動車や航空宇宙部品など、軽量化が望ましい用途に適しています。
-
表面仕上げの改善:ガスアシスト射出成形では、固体射出成形部品によく見られるヒケ、反り、表面欠陥を軽減することで、部品の表面仕上げを改善できます。
-
強化された設計柔軟性:ガスアシスト射出成形は設計柔軟性を高め、従来の成形技術では実現が困難または不可能な複雑な形状、アンダーカット、統合機能の作成を可能にします。
-
ツールコストの削減:ガスアシスト射出成形では、材料要件の削減とクランプ力の低下により、より小型で複雑でない金型を使用できるため、他の成形プロセスと比較してツールコストを削減できます。
全体として、ガスアシスト射出成形技術は、材料の使用量とサイクル時間を削減しながら、複雑な形状と改善された表面仕上げを備えた軽量で高品質のプラスチック部品を製造しようとしているメーカーに多くの利点を提供します。