Технология 3D-измерения Zeiss gom

Технология 3D-измерения капсул ATOS
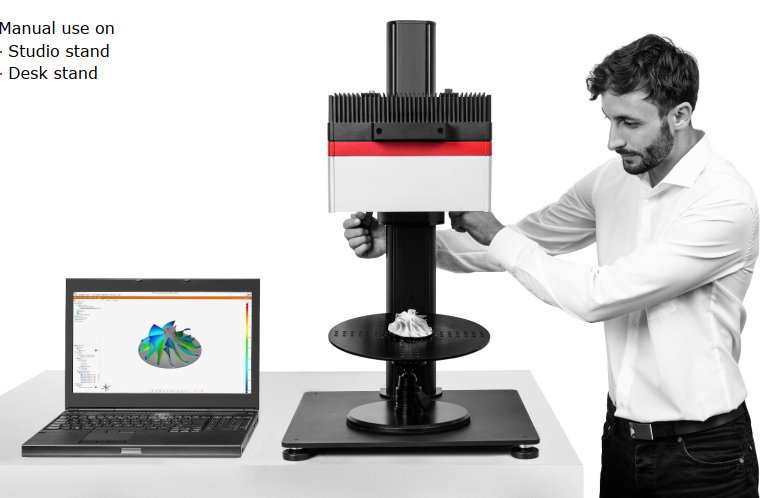
Благодаря своей конструкции корпуса, капсула ATOS обеспечивает стабильность процесса в автоматизированных системах. Изготовленный методом литья под давлением пластика, точно выполненный цельный корпус гарантирует максимальную жесткость и точные результаты измерений для промышленного применения. Оптика и электроника защищены от пыли и брызг воды.
Оптические 3D-координатно-измерительные машины заменяют тактильные измерительные системы и приборы во многих отраслях промышленности. Они позволяют получать более подробную и легко интерпретируемую информацию о качестве объекта за значительно меньшее время измерения.
В то время как механические измерительные системы собирают данные точечным или линейным способом, оптические измерительные системы возвращают данные по всему полю о расхождениях между фактическими 3D-координатами и данными САПР. Поскольку эти данные измерений содержат всю информацию об объекте, помимо отклонений поверхности от данных САПР, программное обеспечение также автоматически извлекает подробную информацию, такую как геометрические допуски и размеры, положение обрезки или отверстий.
Более 14 000 измерительных систем GOM по всему миру обеспечивают точность размеров автомобильных, листовых, литых и изготовленных методом литья под давлением изделий, а также лопаток и колес турбин. В большинстве случаев подробный анализ используется не для простой оценки «удовлетворительно»/«неудовлетворительно», а в качестве основы для оптимизации производственных и машинных параметров в рамках процедуры измерения, повышающей ценность продукции.
- Высочайшая точность (0,003 мм)
- Самые мелкие детали
- Инкапсулированная оптика
- Защищенная электроника
- Пылезащитный / влагозащищенный
- Автоматизация для мелких деталей
Сертифицированное программное обеспечение для инспекций
Для обеспечения высокой точности измерений программные пакеты GOM были протестированы и сертифицированы двумя институтами — PTB и NIST. Точность программного обеспечения для контроля подтверждается сравнением полученных результатов с эталонными результатами. Программное обеспечение GOM отнесено к категории 1, категории с наименьшими отклонениями измерений.
Фактическое и номинальное сравнение – Вычисленная полигональная сетка описывает поверхности произвольной формы и стандартные геометрические объекты. Их можно сравнить с чертежом или непосредственно с набором данных САПР с помощью сравнения поверхностей. В программном обеспечении можно реализовать как 3D-анализ поверхностей, так и 2D-анализ сечений или точек. Также возможно создание стандартных геометрических объектов на основе САПР, таких как линии, плоскости, окружности или цилиндры.
Выравнивание – Программное обеспечение GOM 3D содержит все стандартные функции выравнивания. К ним относятся выравнивание RPS, иерархическое выравнивание на основе геометрических элементов, выравнивание в локальной системе координат с использованием опорных точек, а также различные методы наилучшего соответствия, такие как глобальное наилучшее соответствие и локальное наилучшее соответствие. Заказчики также могут использовать свои собственные специфические методы выравнивания, например, для лопаток турбин, такие как сбалансированная балка или уравновешенное вложенное выравнивание.
Карта дефектов поверхности – эта функция обнаруживает мелкие дефекты и визуализирует, например, вмятины или усадочные раковины. Для визуализации и количественной оценки локальных выпуклостей и впадин карта дефектов поверхности работает непосредственно с сетками. Путем сравнения номинальных и фактических результатов проверки поверхности новая функция позволяет компенсировать глобальные кривизны.
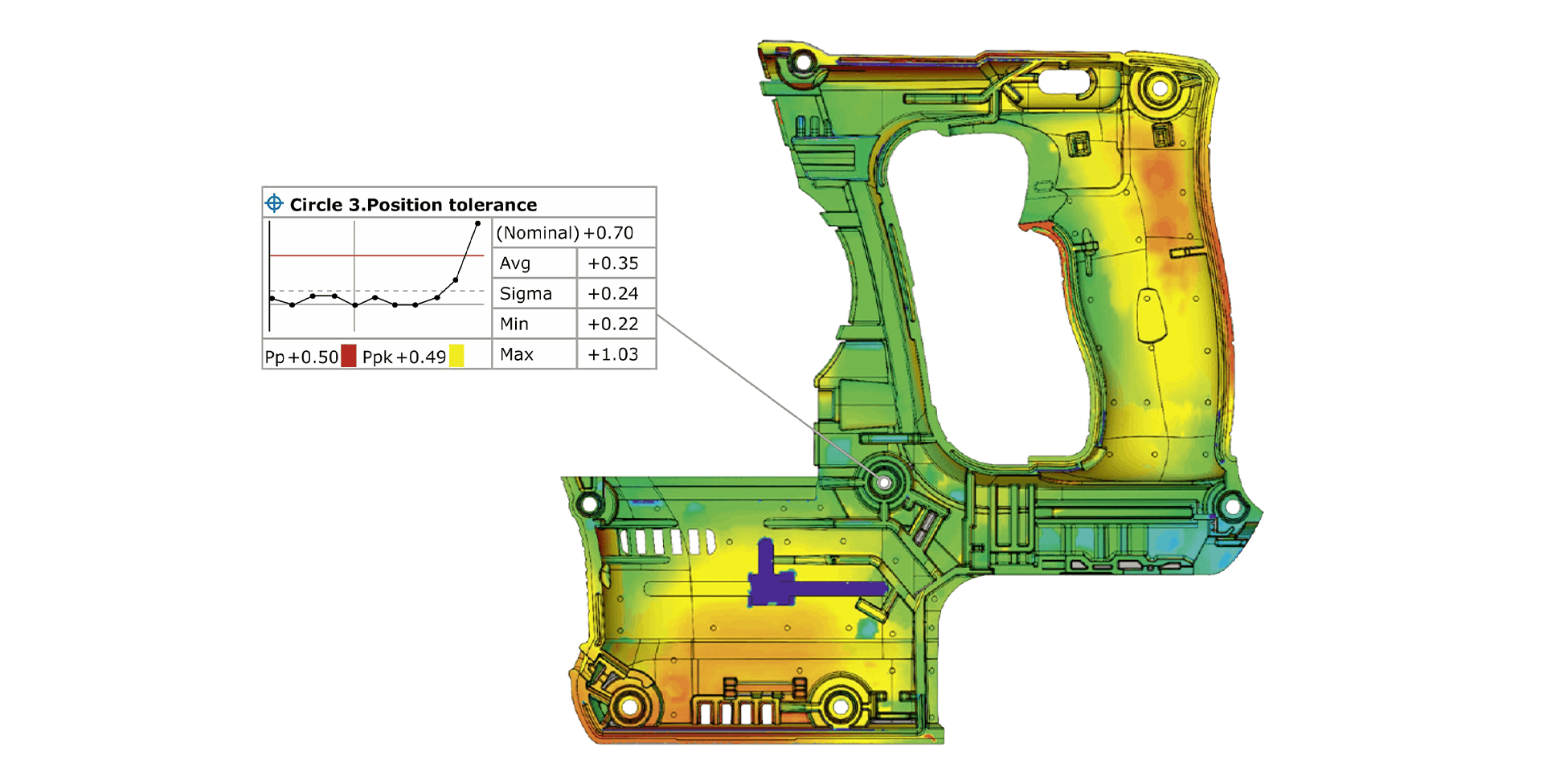
Анализ трендов, статистического контроля процессов и деформаций – параметрический подход программного обеспечения GOM позволяет проводить анализ трендов для множественной оценки, например, для статистического контроля процессов (SPC) или анализа деформаций. В результате можно оценить несколько частей или этапов в рамках одного проекта в полном объеме и определить значения статистического анализа, такие как Cp, Cpk, Pp, Ppk, Min, Max, Avg и Sigma.
Анализ геометрических допусков и посадок (GD&T) – В отличие от чисто размерного анализа, анализ GD&T фокусируется на функциональном аспекте детали. Соответствующими элементами GD&T являются, например, плоскостность, параллельность или цилиндричность. Возможен как стандартизированный анализ расстояний между двумя точками, так и анализ максимального требуемого материала, а также допусков на положение в локальной базовой системе и системе координат.
Контроль профиля лопатки – Для контроля качества лопаток турбин доступны специальные функции, которые могут использоваться, например, для проверки средней линии профиля, хорды профиля или толщины профиля лопаток турбины на основе 2D-сечений. Также можно рассчитать центроид профиля, радиус профиля и скручивание профиля.
Создание отчетов – Модуль создания отчетов позволяет пользователям создавать отчеты, содержащие снимки экрана, изображения, таблицы, диаграммы, текст и графику. Результаты можно визуализировать и редактировать в пользовательском интерфейсе, а также экспортировать в файл PDF. Шаблоны можно использовать повторно, и каждую сцену, сохраненную в отчете, можно восстановить в 3D-окне.
Пример применения технологии оптического 3D-координатного измерения к деталям, изготовленным методом литья пластмасс под давлением.
Предыстория дела: Производитель, специализирующийся на автомобильных компонентах, столкнулся с проблемами контроля качества и точности размеров деталей, изготовленных методом литья под давлением из пластмассы. Эти детали являются критически важными компонентами, используемыми в различных системах транспортных средств, и даже незначительные отклонения в размерах могут привести к проблемам при сборке и ухудшению эксплуатационных характеристик.
Постановка проблемы: Производитель столкнулся с трудностями в точном измерении сложных геометрических форм, замысловатых элементов и жестких допусков деталей, изготовленных методом литья под давлением из пластмассы, с использованием традиционных методов измерения, таких как штангенциркули, микрометры или координатно-измерительные машины (КИМ). Кроме того, время и трудозатраты, необходимые для ручной проверки, являлись существенным узким местом в производственном процессе.
Решение: Для решения этих проблем производитель внедрил технологию оптического 3D-координатного измерения, в частности, системы структурированного света или лазерного сканирования, для контроля размеров деталей, изготовленных методом литья под давлением из пластмассы. Они инвестировали в высокоточную оптическую измерительную систему, оснащенную передовым программным обеспечением для автоматизированного сбора, анализа и составления отчетов по данным.
Выполнение:
-
Настройка системы: Оптическая система 3D-координатного измерения была установлена в отделе контроля качества, примыкающем к цеху литья под давлением. Система состояла из камер высокого разрешения, проекторов структурированного света или лазеров и систем управления движением для точного позиционирования.
-
Калибровка: Измерительная система прошла строгие процедуры калибровки для обеспечения точных и воспроизводимых измерений. Калибровка включала выравнивание камер, проекторов и осей управления движением относительно эталонной системы координат с известной точностью.
-
Контроль качества деталей: Литые под давлением пластиковые детали помещались на измерительную платформу или приспособление, после чего запускался процесс оптического сканирования. Структурированный свет или лазерная проекция освещали поверхность детали, захватывая тысячи точек данных за считанные секунды.
-
Обработка данных: Полученные данные облака точек были обработаны с помощью специализированного программного обеспечения для восстановления трехмерной геометрии деталей. Для выравнивания, объединения и анализа данных использовались передовые алгоритмы, позволяющие проводить измерения размеров, извлечение признаков и анализ поверхности.
-
Анализ размеров: Программное обеспечение выполнило анализ размеров, сравнивая измеренные размеры пластиковых деталей с моделью САПР (системы автоматизированного проектирования) или номинальными спецификациями. Были выявлены отклонения от целевых размеров, и автоматически сгенерированы подробные отчеты.
-
Контроль качества: Оптическая система 3D-координатного измерения позволила обеспечить всесторонний контроль качества, выявляя дефекты, отклонения и вариации в деталях, изготовленных методом литья под давлением из пластмассы. Все детали, не соответствующие техническим требованиям, отмечались для дальнейшего исследования или доработки.
Результаты: Благодаря внедрению технологии оптического 3D-координатного измерения для деталей, изготовленных методом литья пластмасс под давлением, производитель добился ряда преимуществ:
- Повышена точность размеров и однородность деталей, изготовленных методом литья под давлением.
- Сокращение времени проверки и трудозатрат за счет автоматизированных измерений и анализа.
- Улучшенные возможности контроля качества, что приводит к уменьшению количества брака и необходимости доработки.
- Повышение эффективности и производительности производства за счет оптимизации процесса контроля качества.
В целом, внедрение оптической технологии 3D-координатного измерения значительно расширило возможности производителей по обеспечению качества и точности размеров деталей, изготовленных методом литья пластмасс под давлением, что способствовало повышению удовлетворенности клиентов и конкурентоспособности в автомобильной промышленности.