ツァイスゴム3D測定技術

ATOSカプセル3D測定技術
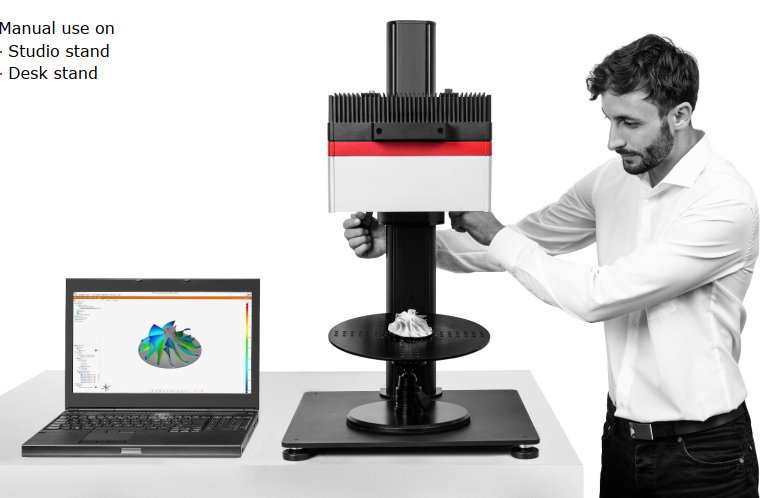
ATOSカプセルは、そのハウジング設計により、自動化アプリケーションにおけるプロセス安定性を実現します。プラスチック射出成形による精密な一体型ハウジングは、産業用途において最大限の剛性と高精度な測定結果を保証します。光学系と電子部品は、埃や水滴から保護されています。
光学式3D座標測定機は、多くの産業分野で触覚式測定システムやゲージに取って代わりつつあります。測定時間を大幅に短縮し、より詳細で解釈しやすい物体の品質情報を取得します。
機械式測定システムは点ベースまたは線形でデータを取得しますが、光学式測定システムは、実際の3D座標とCADデータ間の偏差に関する全視野データを返します。この測定データには、CADからの表面偏差に加えて、物体のすべての情報が含まれているため、ソフトウェアはGD&T、トリミング、穴の位置などの詳細情報も自動的に導出します。
世界中で14,000台を超えるGOM測定システムが、自動車、板金、鋳造、射出成形製品、タービンブレード、ホイールなどの寸法品質を確保しています。多くの場合、詳細な分析は単純な「OK」/「NG」の評価に用いられるのではなく、付加価値の高い測定プロセスの一環として、生産および機械パラメータの最適化の基礎となります。
- 最高精度(0.003mm)
- 最小の特徴
- カプセル化された光学系
- 保護された電子機器
- 防塵・防滴
- 小型部品の自動化
認定検査ソフトウェア
正確な測定精度を保証するため、GOMソフトウェアパッケージはPTBとNISTの2つの機関によって試験および認証を受けています。検査ソフトウェアの精度は、得られた結果と基準値との比較によって確認されています。GOMソフトウェアは、測定偏差が最も小さいカテゴリー1に分類されています。
実測値と公称値の比較 – 計算されたポリゴンメッシュは、自由曲面と標準形状を表します。これらは図面と比較したり、サーフェス比較機能を使用してCADデータセットと直接比較したりできます。ソフトウェアでは、サーフェスの3D解析だけでなく、断面や点の2D解析も実行できます。線、平面、円、円筒などの標準形状をCADベースで生成することも可能です。
アライメント – GOM 3Dソフトウェアには、標準的なアライメント機能がすべて搭載されています。RPSアライメント、幾何要素に基づく階層的アライメント、参照点を用いたローカル座標系でのアライメント、そしてグローバルベストフィットやローカルベストフィットといった様々なベストフィット手法などが含まれます。また、タービンブレードなど、バランスビームやイコライズドネストといった、お客様独自のアライメント方法もご利用いただけます。
表面欠陥マップ – この機能は、へこみやヒケなどの小さな欠陥を検出し、可視化します。局所的な隆起や陥没を可視化・定量化するために、表面欠陥マップはメッシュ上で直接機能します。この新機能は、公称値と実際の表面検査結果を比較することで、全体的な曲率の補正を可能にします。
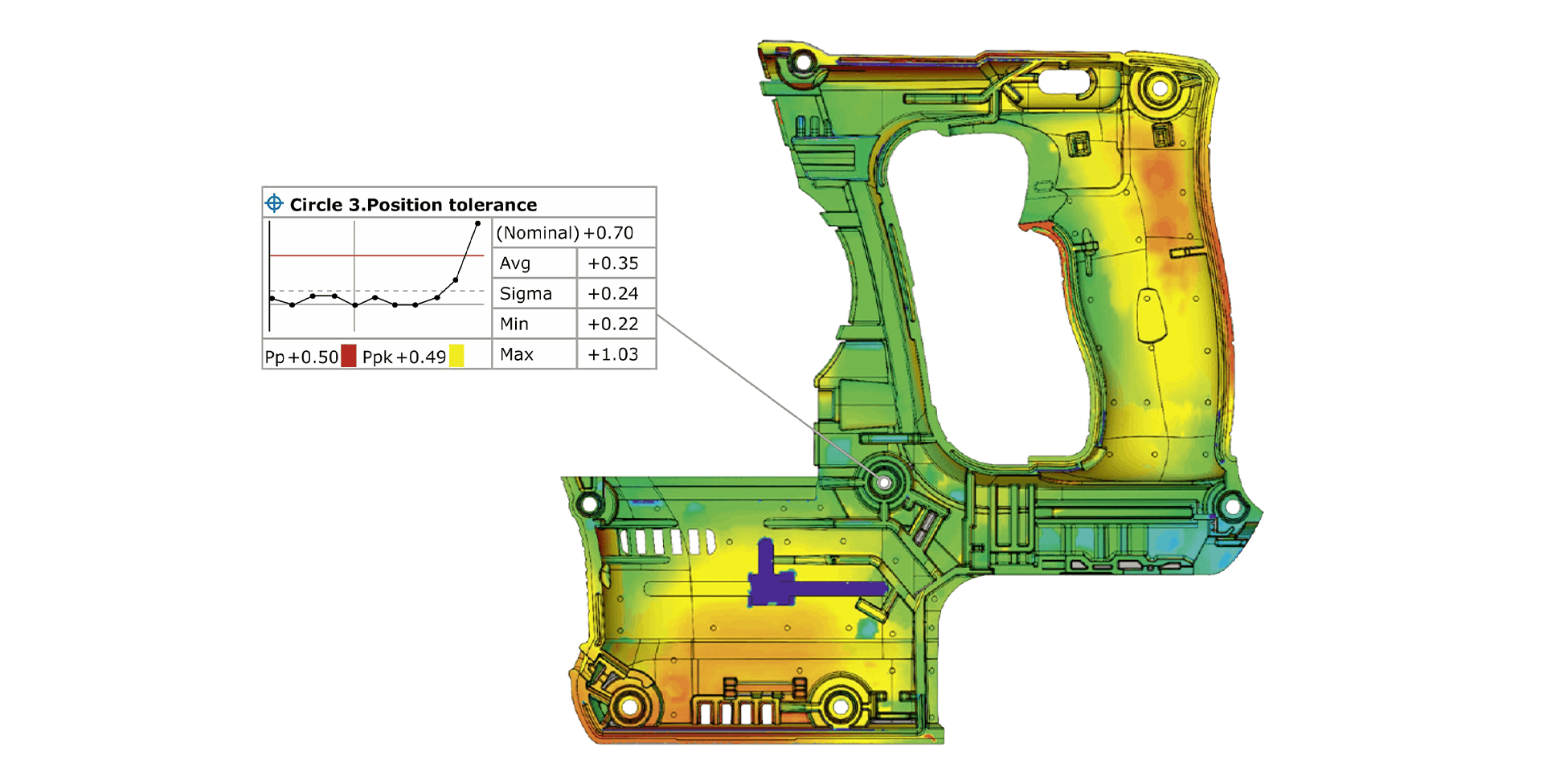
トレンド、SPC、変形解析 – GOMソフトウェアのパラメータベースのアプローチにより、統計的プロセス制御(SPC)や変形解析など、複数の評価におけるトレンド解析が可能になります。これにより、単一プロジェクト内の複数の部品またはステージをフルフィールド方式で評価し、Cp、Cpk、Pp、Ppk、Min、Max、Avg、Sigmaなどの統計解析値を決定できます。
GD&T解析 – 純粋な寸法解析とは対照的に、GD&T解析は部品の機能面に焦点を当てています。対応するGD&T要素には、例えば平面度、平行度、円筒度などがあります。2点間距離と最大材料要件、そしてローカルデータムおよび座標系における位置公差の標準化された解析が可能です。
翼形検査 – タービンブレードの品質管理に特化した機能が用意されており、例えば、2D断面に基づいてタービンブレードのプロファイル平均線、プロファイル弦線、プロファイル厚さを検査できます。また、プロファイルの重心、プロファイル半径、プロファイルねじれも計算できます。
レポート作成 – レポートモジュールを使用すると、スナップショット、画像、表、図、テキスト、グラフィックを含むレポートを作成できます。結果はユーザーインターフェースで視覚化および編集できるほか、PDFファイルとしてエクスポートすることもできます。テンプレートは再利用可能で、レポートに保存された各シーンは3Dウィンドウで復元できます。
光学式3D座標測定技術をプラスチック射出成形部品に適用した事例
ケースの背景: 自動車部品を専門とするあるメーカーは、プラスチック射出成形部品の品質管理と寸法精度に課題を抱えていました。これらの部品は様々な車両システムに使用される重要な部品であり、わずかな寸法のばらつきでさえ、組み立て上の問題や性能上の問題につながる可能性がありました。
問題:メーカーは、キャリパー、マイクロメーター、CMM(座標測定機)といった従来の測定方法では、プラスチック射出成形部品の複雑な形状、精緻な特徴、そして厳しい公差を正確に測定することが困難でした。さらに、手作業による検査にかかる時間と労力は、製造プロセスにおける大きなボトルネックとなっていました。
解決策:これらの課題に対処するため、メーカーはプラスチック射出成形部品の寸法検査に光学式3D座標測定技術、具体的には構造化光またはレーザースキャンシステムを導入しました。同社は、自動データ取得、分析、レポート作成のための高度なソフトウェアを搭載した高精度光学測定システムに投資しました。
実装:
-
システム構成:光学式3D座標測定システムは、射出成形施設に隣接する品質管理部門に設置されました。このシステムは、高解像度カメラ、構造化光またはレーザープロジェクター、そして正確な位置決めのためのモーションコントロールシステムで構成されています。
-
キャリブレーション:測定システムは、正確で再現性の高い測定を保証するために、厳格なキャリブレーション手順を経ました。キャリブレーションでは、カメラ、プロジェクター、およびモーションコントロール軸を、既知の精度を持つ基準座標系に調整しました。
-
部品検査:プラスチック射出成形部品を測定ステージまたは治具に置き、光学スキャンプロセスを開始します。構造化光またはレーザー投影によって部品表面を照射し、数秒で数千のデータポイントを取得します。
-
データ処理:取得した点群データは、専用ソフトウェアを用いて処理され、部品の3D形状を再構築しました。高度なアルゴリズムを用いてデータの位置合わせ、結合、分析を行い、寸法測定、特徴抽出、表面分析を可能にしました。
-
寸法解析:ソフトウェアは、プラスチック部品の測定寸法をCAD(コンピュータ支援設計)モデルまたは公称仕様と比較することで寸法解析を実行しました。目標寸法からの偏差が特定され、詳細なレポートが自動的に生成されました。
-
品質保証:光学式3D座標測定システムにより、プラスチック射出成形部品の欠陥、ばらつき、偏差を検出し、包括的な品質保証を実現しました。規格外の部品は、更なる調査または手直しのためにフラグが付けられます。
結果:プラスチック射出成形部品に光学式 3D 座標測定技術を導入することで、メーカーは次のようないくつかのメリットを実現しました。
- 射出成形部品の寸法精度と一貫性が向上しました。
- 自動測定および分析により検査時間と人件費を削減します。
- 品質管理能力が強化され、不良品ややり直しが減ります。
- 検査プロセスを合理化することで生産効率とスループットが向上しました。
全体として、光学式 3D 座標測定技術の採用により、プラスチック射出成形部品の品質と寸法の完全性を確保するメーカーの能力が大幅に向上し、自動車業界における顧客満足度と競争力の向上に貢献しました。