Zeiss gom 3D-Messtechnik

ATOS Capsule 3D-Messtechnologie
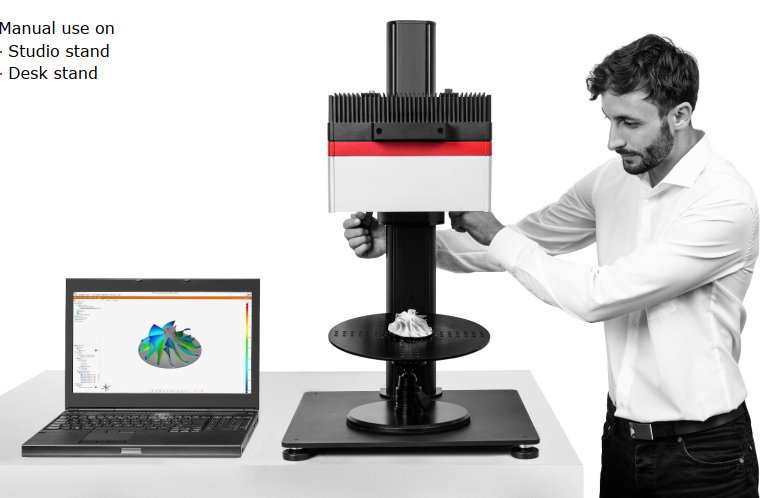
Dank seiner Gehäusekonstruktion bietet die ATOS Capsule Prozessstabilität für automatisierte Anwendungen. Das präzise gefertigte Unibody-Gehäuse aus Kunststoff-Spritzguss gewährleistet maximale Steifigkeit und präzise Messergebnisse für den industriellen Einsatz. Optik und Elektronik sind vor Staub und Spritzwasser geschützt.
Optische 3D-Koordinatenmessgeräte ersetzen in vielen Industriezweigen taktile Messsysteme und Lehren. Sie erfassen detailliertere und leichter interpretierbare Qualitätsinformationen eines Objekts in deutlich kürzeren Messzeiten.
Während mechanische Messsysteme Daten punktuell oder linear erfassen, liefern optische Messsysteme flächenhafte Daten über Abweichungen zwischen den tatsächlichen 3D-Koordinaten und den CAD-Daten. Da diese Messdaten neben den Oberflächenabweichungen von den CAD-Daten auch alle Objektinformationen enthalten, leitet die Software automatisch detaillierte Informationen wie GD&T, Beschnittzugaben oder Bohrungspositionen ab.
Weltweit sichern über 14.000 GOM-Messsysteme die Maßhaltigkeit von Automobil-, Blech-, Guss- und Spritzgussteilen sowie Turbinenschaufeln und -rädern. Die detaillierten Analysen dienen in den meisten Fällen nicht einer einfachen „OK/Nicht OK“-Bewertung, sondern bilden die Grundlage für die Optimierung von Produktions- und Maschinenparametern im Rahmen eines wertschöpfenden Messverfahrens.
- Höchste Präzision (0,003 mm)
- Kleinste Merkmale
- Gekapselte Optik
- Geschützte Elektronik
- Staubdicht / spritzwassergeschützt
- Automatisierung für Kleinteile
Zertifizierte Inspektionssoftware
Um eine präzise Messgenauigkeit zu gewährleisten, wurden die GOM-Softwarepakete von den beiden Instituten PTB und NIST geprüft und zertifiziert. Die Genauigkeit der Inspektionssoftware wird durch den Vergleich der erzielten Ergebnisse mit Referenzwerten bestätigt. Die GOM-Software wurde in Kategorie 1 eingestuft, der Kategorie mit den geringsten Messabweichungen.
Soll-Ist-Vergleich – Das berechnete Polygonnetz beschreibt Freiformflächen und Standardgeometrien. Diese können mithilfe eines Flächenvergleichs mit der Zeichnung oder direkt mit dem CAD-Datensatz verglichen werden. Die Software ermöglicht sowohl 3D-Oberflächenanalysen als auch 2D-Analysen von Schnitten oder Punkten. Auch die CAD-basierte Generierung von Standardgeometrien wie Linien, Ebenen, Kreisen oder Zylindern ist möglich.
Ausrichtung – Die GOM 3D-Software enthält alle Standard-Ausrichtungsfunktionen. Dazu gehören die RPS-Ausrichtung, die hierarchische Ausrichtung basierend auf geometrischen Elementen, die Ausrichtung in einem lokalen Koordinatensystem mithilfe von Referenzpunkten sowie verschiedene Ausgleichsverfahren wie die globale und die lokale Ausgleichsmethode. Kunden können auch eigene Ausrichtungsverfahren verwenden, z. B. für Turbinenschaufeln, wie z. B. die Ausrichtung mit symmetrischem Balken oder die Ausrichtung mit gleichmäßig verschachtelten Achsen.
Oberflächenfehlerkarte – Die Funktion erkennt kleine Defekte und visualisiert z. B. Dellen oder Einfallstellen. Um lokale Wölbungen und Vertiefungen darzustellen und zu quantifizieren, arbeitet die Oberflächenfehlerkarte direkt mit Netzen. Durch den Vergleich der Soll- und Ist-Oberflächenprüfung ermöglicht die neue Funktion den Ausgleich globaler Krümmungen.
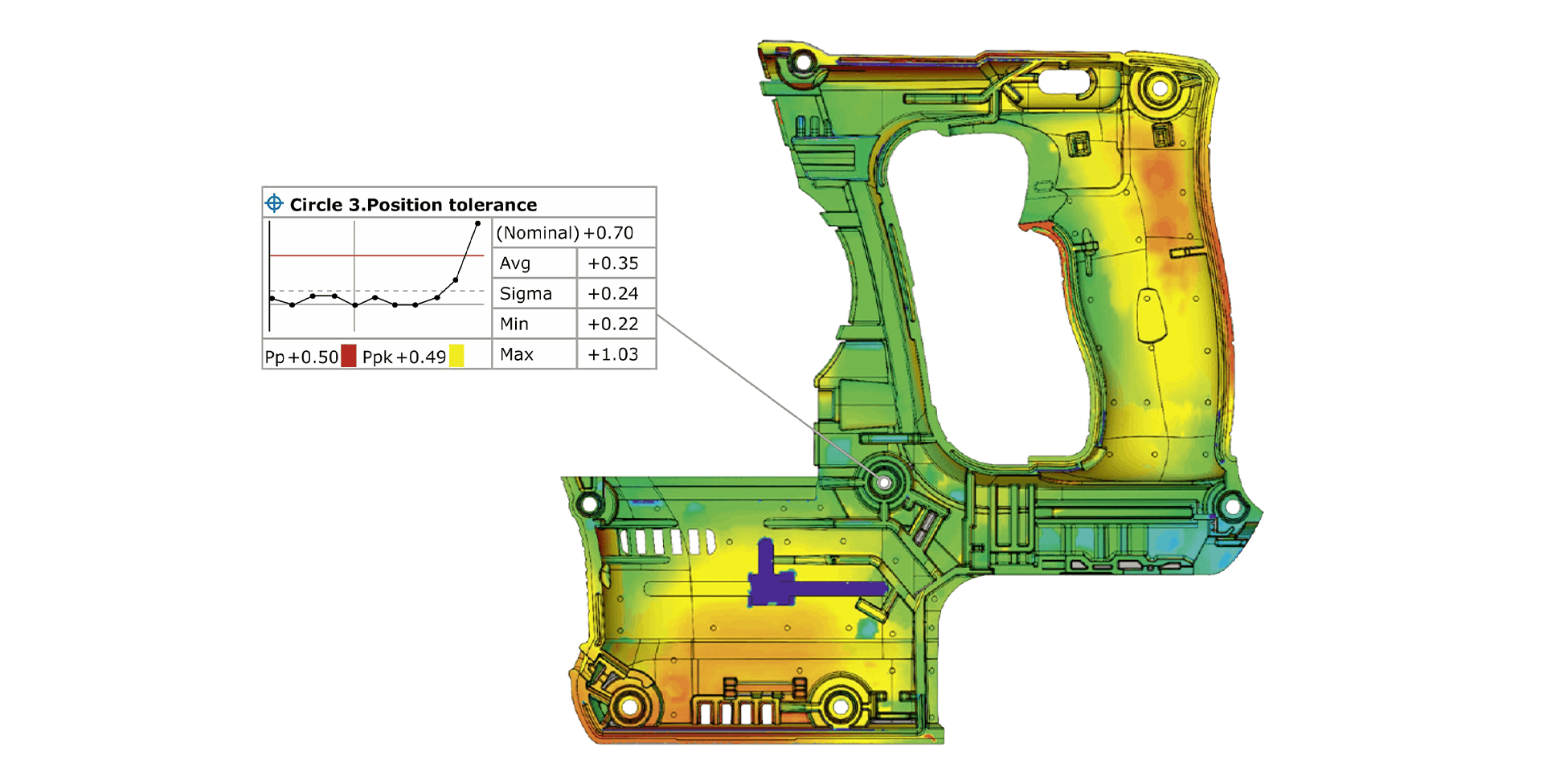
Trend-, SPC- und Verformungsanalyse – Der parameterbasierte Ansatz der GOM-Software ermöglicht Trendanalysen für vielfältige Auswertungen, z. B. für die statistische Prozesskontrolle (SPC) oder Verformungsanalyse. Dadurch lassen sich mehrere Teile oder Phasen innerhalb eines Projekts umfassend bewerten und statistische Analysekennzahlen wie Cp, Cpk, Pp, Ppk, Min, Max, Avg und Sigma bestimmen.
GD&T-Analyse – Im Gegensatz zur reinen Dimensionsanalyse konzentriert sich die GD&T-Analyse auf die funktionale Seite des Bauteils. Entsprechende GD&T-Elemente sind beispielsweise Planarität, Parallelität oder Zylindrizität. Sowohl eine standardisierte Analyse von Zweipunktabständen und der maximalen Materialanforderungen als auch der Lagetoleranz in lokalen Bezugs- und Koordinatensystemen ist möglich.
Schaufelprofilprüfung – Für die Qualitätskontrolle von Turbinenschaufeln stehen spezielle Funktionen zur Verfügung, mit denen sich beispielsweise die Profilmittellinie, die Profilsehne oder die Profildicke von Turbinenschaufeln anhand von 2D-Schnitten prüfen lässt. Auch der Profilschwerpunkt, der Profilradius und die Profilverwindung können berechnet werden.
Berichtsfunktion – Das Berichtsmodul ermöglicht es Benutzern, Berichte mit Momentaufnahmen, Bildern, Tabellen, Diagrammen, Texten und Grafiken zu erstellen. Die Ergebnisse können in der Benutzeroberfläche visualisiert und bearbeitet sowie als PDF-Datei exportiert werden. Vorlagen sind wiederverwendbar, und jede in einem Bericht gespeicherte Szene kann im 3D-Fenster wiederhergestellt werden.
Fallstudie zur Anwendung optischer 3D-Koordinatenmesstechnik auf Kunststoffspritzgussteile
Hintergrund des Falls: Ein auf Automobilkomponenten spezialisierter Hersteller hatte Probleme mit der Qualitätskontrolle und Maßgenauigkeit seiner spritzgegossenen Kunststoffteile. Diese Teile waren kritische Komponenten, die in verschiedenen Fahrzeugsystemen zum Einsatz kamen, und selbst geringfügige Maßabweichungen konnten zu Montageproblemen und Leistungseinbußen führen.
Problemstellung: Der Hersteller hatte Schwierigkeiten, komplexe Geometrien, filigrane Details und enge Toleranzen der spritzgegossenen Kunststoffteile mit herkömmlichen Messmethoden wie Messschiebern, Mikrometern oder Koordinatenmessmaschinen (KMM) präzise zu messen. Zudem stellten der Zeit- und Arbeitsaufwand für die manuelle Prüfung erhebliche Engpässe im Produktionsprozess dar.
Lösung: Um diese Herausforderungen zu bewältigen, setzte der Hersteller optische 3D-Koordinatenmesstechnik, insbesondere strukturierte Licht- oder Laserscanning-Systeme, zur Dimensionsprüfung von Kunststoffspritzgussteilen ein. Er investierte in ein hochpräzises optisches Messsystem mit fortschrittlicher Software zur automatisierten Datenerfassung, -analyse und -berichterstellung.
Durchführung:
-
Systemaufbau: Das optische 3D-Koordinatenmesssystem wurde in der Qualitätskontrollabteilung neben der Spritzgussanlage installiert. Das System bestand aus hochauflösenden Kameras, Strukturlicht- oder Laserprojektoren und Bewegungssteuerungssystemen zur präzisen Positionierung.
-
Kalibrierung: Das Messsystem wurde strengen Kalibrierungsverfahren unterzogen, um genaue und reproduzierbare Messungen zu gewährleisten. Die Kalibrierung umfasste die Ausrichtung der Kameras, Projektoren und Bewegungssteuerungsachsen auf ein Referenzkoordinatensystem mit bekannter Genauigkeit.
-
Teileprüfung: Die spritzgegossenen Kunststoffteile wurden auf dem Messtisch oder der Messvorrichtung platziert und der optische Scanvorgang gestartet. Strukturiertes Licht oder Laserprojektion beleuchtete die Teileoberfläche und erfasste innerhalb weniger Sekunden Tausende von Datenpunkten.
-
Datenverarbeitung: Die erfassten Punktwolkendaten wurden mithilfe spezieller Software verarbeitet, um die 3D-Geometrie der Bauteile zu rekonstruieren. Fortschrittliche Algorithmen wurden eingesetzt, um die Daten auszurichten, zusammenzuführen und zu analysieren. Dies ermöglichte Dimensionsmessungen, Merkmalsextraktion und Oberflächenanalyse.
-
Dimensionsanalyse: Die Software führte eine Dimensionsanalyse durch, indem sie die gemessenen Abmessungen der Kunststoffteile mit dem CAD-Modell (Computer-Aided Design) oder den Sollvorgaben verglich. Abweichungen von den Zielabmessungen wurden ermittelt und detaillierte Berichte automatisch generiert.
-
Qualitätssicherung: Das optische 3D-Koordinatenmesssystem ermöglichte eine umfassende Qualitätssicherung durch die Erkennung von Fehlern, Abweichungen und Ungenauigkeiten an den spritzgegossenen Kunststoffteilen. Alle Teile, die nicht den Spezifikationen entsprachen, wurden zur weiteren Untersuchung oder Nachbearbeitung markiert.
Ergebnisse: Durch den Einsatz optischer 3D-Koordinatenmesstechnik für Kunststoffspritzgussteile erzielte der Hersteller mehrere Vorteile:
- Verbesserte Maßgenauigkeit und Konsistenz der Spritzgussteile.
- Reduzierung von Inspektionszeiten und Arbeitskosten durch automatisierte Messung und Analyse.
- Verbesserte Qualitätskontrollmöglichkeiten führen zu weniger Ausschuss und Nacharbeit.
- Steigerung der Produktionseffizienz und des Durchsatzes durch Optimierung des Inspektionsprozesses.
Insgesamt hat die Einführung der optischen 3D-Koordinatenmesstechnik die Fähigkeit des Herstellers, die Qualität und Maßgenauigkeit von Kunststoffspritzgussteilen sicherzustellen, deutlich verbessert und damit zur Kundenzufriedenheit und Wettbewerbsfähigkeit in der Automobilindustrie beigetragen.