गैस असिस्ट इंजेक्शन मोल्डिंग तकनीक
आंतरिक गैस दबाव प्रौद्योगिकी
मिंग-ली में गैस-सहायता प्राप्त इंजेक्शन मोल्डिंग प्रक्रिया का अनुप्रयोग

मिंग-ली आंतरिक गैस दबाव इंजेक्शन मोल्डिंग एक ऐसी प्रक्रिया है जिसमें पिघले हुए धातु से आंशिक या पूर्ण रूप से भरे मोल्ड कैविटी में नाइट्रोजन गैस डाली जाती है। दबाव वाली गैस पिघले हुए धातु के केंद्र में एक बुलबुला बनाती है, जो बाहरी हिस्से में होने वाले संकुचन को रोकती है और इस प्रकार धंसने के निशानों को खत्म करती है। प्लास्टिक की मात्रा कम करके और केंद्रीय कैविटी को बड़ा करके, कम समय में विशिष्ट हल्के पुर्जे बनाना संभव है, साथ ही सतह की गुणवत्ता भी अच्छी रहती है। यह प्रक्रिया मोल्डेड पार्ट डिज़ाइनरों को एक ही टुकड़े में चिकनी सतह वाले जटिल पुर्जे बनाने के अच्छे अवसर प्रदान करती है।
एयरमोल्ड एप्लिकेशन के लाभ:
- गुणवत्ता सुधार
- वजन घटाना
- प्लास्टिक सामग्री की बचत
- घटक इकाई लागत में कमी
- सिंक मार्क्स की रोकथाम
- विकृति को कम करना/रोकना
- डिजाइन की स्वतंत्रता
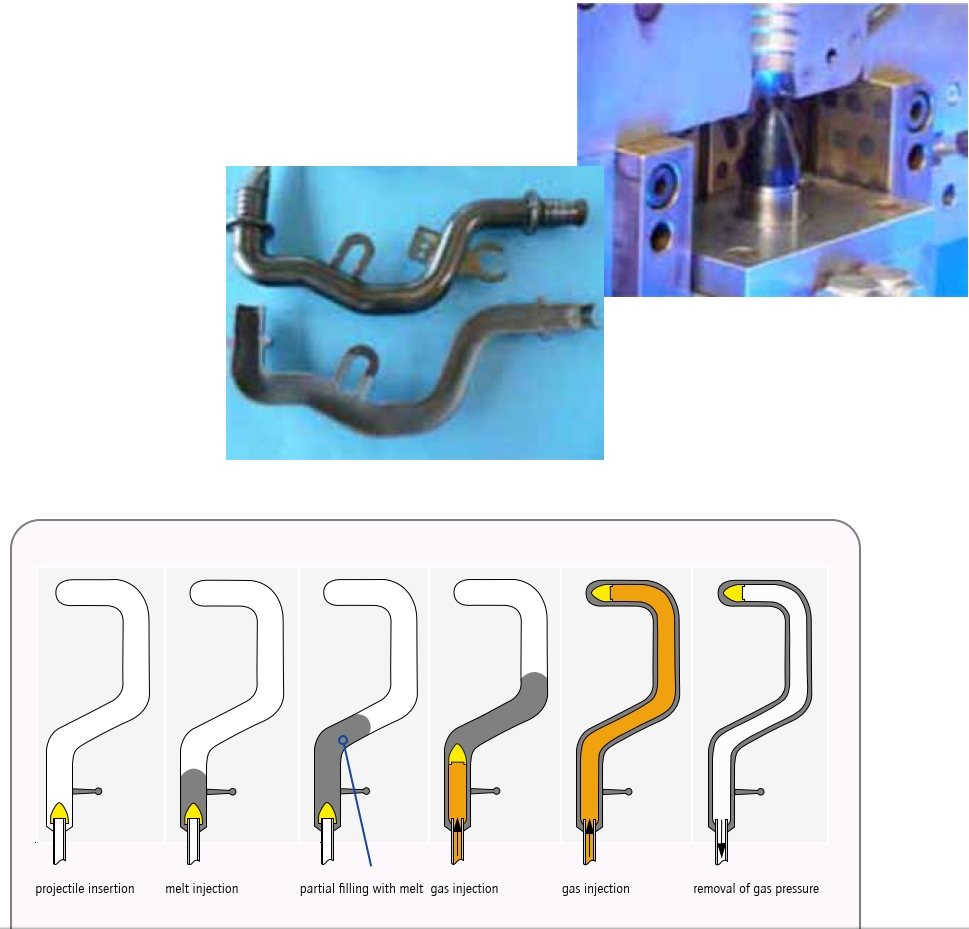
प्रक्षेप्य इंजेक्शन प्रक्रिया
इस द्रव इंजेक्शन तकनीक के साथ, एक विस्थापन निकाय (प्रोजेक्ट-
टाइल) को गैस के दबाव में पहले से इंजेक्ट किए गए माध्यम से चलाया जाता है।
पिघलना। प्रक्षेप्य प्लास्टिक पिघल को विस्थापित करता है और इस प्रकार एक गुहा का निर्माण करता है।
एकसमान व्यास के साथ। यह प्रक्रिया विशेष रूप से अनुशंसित है।
पाइपों और मीडिया कंड्यूटों के लिए मरम्मत की गई। हैंडल और अन्य भाग
समान व्यास वाले बड़े खोखले स्थानों के साथ भी हो सकता है
प्रक्षेप्य इंजेक्शन तकनीक से निर्मित।
प्रक्रिया के विभिन्न रूपों का विस्तृत विवरण
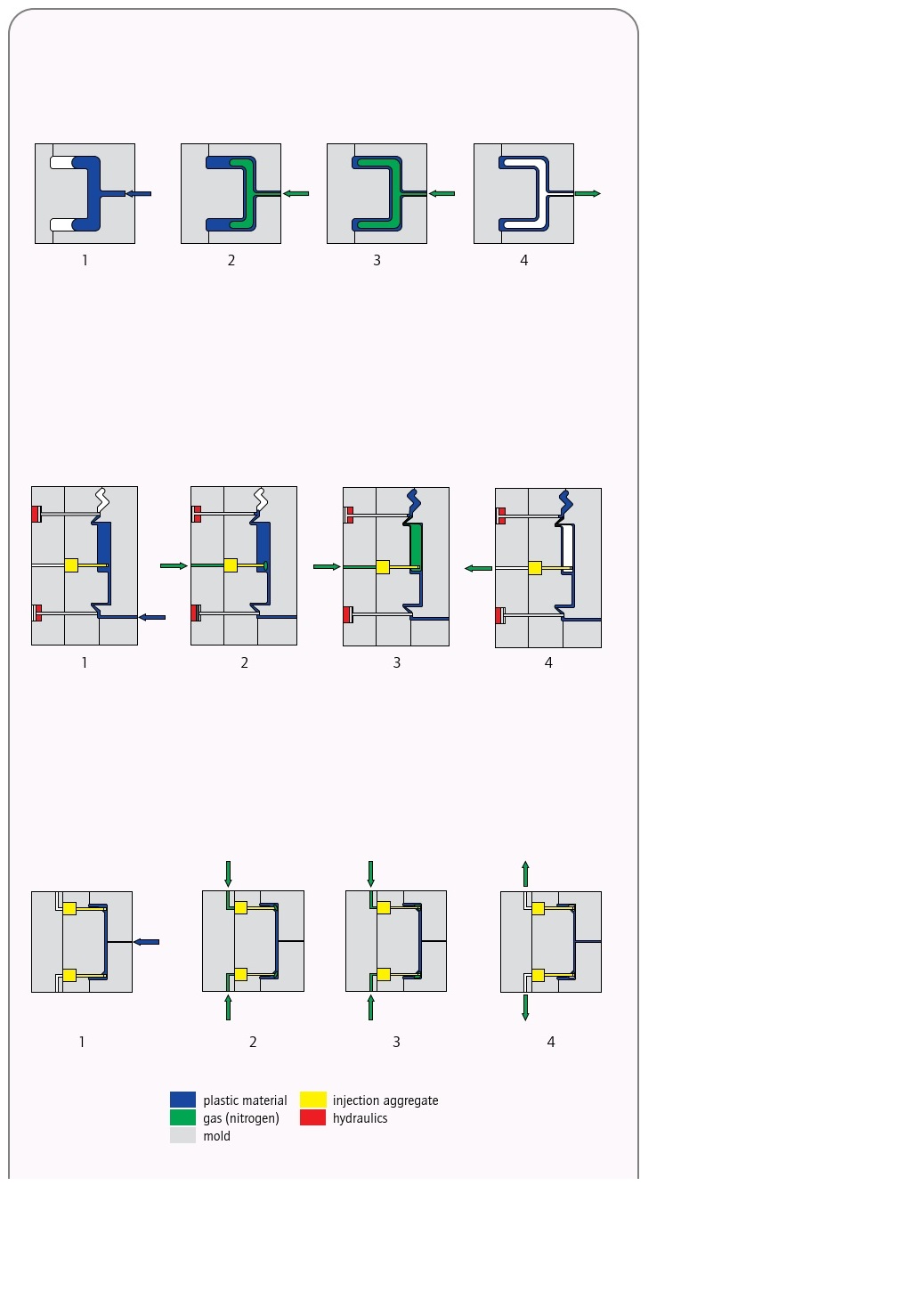
» आंशिक भरने की प्रक्रिया
आंशिक रूप से भरना मानक प्रक्रिया है।
गुहा आंशिक रूप से पिघल से भरी हुई है [1].
इसके बाद गैस डाली जाती है। इससे गैस का बुलबुला बनता है।
कम तापमान वाले गर्म कोर क्षेत्र के अंदर
श्यानता और इस भाग को विस्थापित करता है
जब तक गुहा पूरी तरह से भर न जाए तब तक पिघलाएं
[2]. गैस का दबाव इस प्रकार बनाए रखा जाता है
संकुचन क्षतिपूर्ति के लिए दबाव बनाए रखना-
[3] और अंत में मोल्ड से पहले हटा दिया गया
उद्घाटन [4]. गैस इंजेक्शन के माध्यम से
मशीन का एयरमोल्ड नोजल निम्नलिखित कार्य करता है:
स्पू को सील करें।
» स्पिल-ओवर कैविटी प्रक्रिया
प्रक्रिया के पहले चरण के रूप में, गुहा को पूरा किया जाता है-
पिघले हुए पदार्थ से पूरी तरह भरा हुआ [1]। यदि आवश्यक हो,
पिघले हुए पदार्थ पर दबाव डाला जाता है।
फिर ओवरफ्लो कैविटी (ओवरफ्लो) है
खोला गया और नाइट्रोजन इंजेक्ट की गई [2]। गैस
यह पिघले हुए पदार्थ को कोर क्षेत्र से विस्थापित करता है।
प्लास्टिक सामग्री को ओवरफ्लो में डालें। इसके बाद-
परिणामस्वरूप, गैस का दबाव बनाए रखा जाता है।
पूरे समय दबाव बनाए रखने के कारण
शीतलन अवधि [3] और इस प्रकार प्रतिकार करता है
सिकुड़न। गैस का दबाव हटा दिया जाता है।
मोल्ड खोलने से पहले [4].
» सिकुड़न क्षतिपूर्ति प्रक्रिया
सबसे पहले, गुहा को पूरी तरह से भर दिया जाता है
पिघलना [1]। फिर नाइट्रोजन इंजेक्ट की जाती है [2]
और धारण दबाव प्रदान करता है
संकुचन का प्रतिकार करें [3]. गैस बनती है
मोल्डेड पार्ट के अंदर चैनल, जिसमें
गैस का दबाव पूरे समय बना रहता है
शीतलन अवधि और इस प्रकार प्रतिकार करता है
सिकुड़न। ढाले गए पदार्थ पर निर्भर करता है।
भाग में, गैस को या तो एजी के माध्यम से इंजेक्ट किया जाता है-
मोल्ड या एयरमोल्ड के अंदर एकत्रित पदार्थ
मशीन का नोजल। गैस का दबाव है
मोल्ड खोलने से पहले हटा दिया गया [4].
गैस असिस्टेड इंजेक्शन मोल्डिंग, पारंपरिक इंजेक्शन मोल्डिंग का एक प्रकार है जिसमें मोल्डिंग प्रक्रिया में सहायता के लिए नाइट्रोजन जैसी अक्रिय गैस का उपयोग किया जाता है। गैस असिस्टेड इंजेक्शन मोल्डिंग में, पिघले हुए प्लास्टिक रेज़िन के प्रारंभिक इंजेक्शन के बाद गैस को मोल्ड कैविटी में इंजेक्ट किया जाता है। यह गैस पार्ट के भीतर खोखले भाग या चैनल बनाती है, जिससे सामग्री की खपत, चक्र समय और पार्ट का वजन कम हो जाता है, जबकि सतह की फिनिश और आयामी स्थिरता में सुधार होता है।
गैस असिस्ट इंजेक्शन मोल्डिंग प्रक्रिया इस प्रकार काम करती है:
-
प्रारंभिक इंजेक्शन: यह प्रक्रिया प्राथमिक इंजेक्शन इकाई के माध्यम से मोल्ड कैविटी में पिघली हुई प्लास्टिक राल को इंजेक्ट करने से शुरू होती है। यह प्रारंभिक इंजेक्शन मोल्ड को आंशिक रूप से भर देता है, जिससे बाद में गैस डालने के लिए जगह बन जाती है।
-
गैस इंजेक्शन: प्रारंभिक इंजेक्शन के बाद, एक गैस इंजेक्शन इकाई नियंत्रित मात्रा में अक्रिय गैस, आमतौर पर नाइट्रोजन, को कैविटी में डालती है। गैस मोल्ड के भीतर रणनीतिक रूप से स्थित चैनलों या नोजल के माध्यम से प्रवाहित होती है, जिससे पिघला हुआ प्लास्टिक विस्थापित हो जाता है और भाग के भीतर खोखले खंड या चैनल बन जाते हैं।
-
दबाव बनाए रखना: गैस डालने के बाद, एक निश्चित अवधि के लिए गुहा के अंदर गैस का दबाव बनाए रखा जाता है, आमतौर पर तब तक जब तक भाग ठंडा होकर इतना ठोस न हो जाए कि अपना आकार बनाए रख सके। यह दबाव भाग की दीवारों को सहारा देने में मदद करता है, जिससे प्लास्टिक के ठंडा होने पर ढहने या विकृत होने से बचाव होता है।
-
शीतलन और जमना: जैसे-जैसे भाग ठंडा होता है, गैस का दबाव कम होता जाता है और गैस चैनलों के आसपास प्लास्टिक जमने लगता है। मोल्ड के अंदर शीतलन चैनलों का उपयोग करके शीतलन प्रक्रिया को तेज किया जा सकता है। एक बार जब भाग पूरी तरह से जम जाता है, तो उसे मोल्ड कैविटी से बाहर निकाल दिया जाता है।
गैस असिस्ट इंजेक्शन मोल्डिंग तकनीक के लाभों में निम्नलिखित शामिल हैं:
-
सामग्री की कम खपत: गैस-सहायता प्राप्त इंजेक्शन मोल्डिंग से पुर्जे के भीतर खोखले खंड या चैनल बनाना संभव हो जाता है, जिससे संरचनात्मक अखंडता और मजबूती को बनाए रखते हुए समग्र सामग्री की खपत कम हो जाती है।
-
चक्र समय में कमी: पुर्जे के भीतर खोखले भाग बनाकर, गैस-सहायता प्राप्त इंजेक्शन मोल्डिंग ठोस पुर्जों की तुलना में शीतलन समय और चक्र समय को कम कर सकती है, जिससे उत्पादन दक्षता और उत्पादन क्षमता में वृद्धि होती है।
-
पुर्जे का वजन कम करना: पुर्जे के डिजाइन में खोखले अनुभागों या चैनलों को शामिल करने से वजन में काफी कमी आती है, जिससे गैस असिस्ट इंजेक्शन मोल्डिंग उन अनुप्रयोगों के लिए उपयुक्त हो जाती है जहां वजन बचाना वांछनीय होता है, जैसे कि ऑटोमोटिव और एयरोस्पेस घटक।
-
बेहतर सतह परिष्करण: गैस-सहायता प्राप्त इंजेक्शन मोल्डिंग ठोस इंजेक्शन-मोल्डेड भागों से जुड़े सिंक मार्क्स, ताना-बाना और सतह दोषों को कम करके भागों की सतह परिष्करण में सुधार कर सकती है।
-
बेहतर डिज़ाइन लचीलापन: गैस असिस्ट इंजेक्शन मोल्डिंग अधिक डिज़ाइन लचीलापन प्रदान करती है, जिससे जटिल ज्यामिति, अंडरकट और एकीकृत विशेषताओं का निर्माण संभव हो पाता है, जिन्हें पारंपरिक मोल्डिंग तकनीकों से प्राप्त करना चुनौतीपूर्ण या असंभव हो सकता है।
-
टूलिंग लागत में कमी: गैस-सहायता प्राप्त इंजेक्शन मोल्डिंग अन्य मोल्डिंग प्रक्रियाओं की तुलना में टूलिंग लागत को कम कर सकती है, क्योंकि इसमें कम सामग्री की आवश्यकता होती है और क्लैम्पिंग बल कम होते हैं, जिससे छोटे और कम जटिल मोल्डों का उपयोग संभव हो पाता है।
कुल मिलाकर, गैस असिस्ट इंजेक्शन मोल्डिंग तकनीक उन निर्माताओं के लिए कई फायदे प्रदान करती है जो जटिल ज्यामिति और बेहतर सतह फिनिश वाले हल्के, उच्च-गुणवत्ता वाले प्लास्टिक के पुर्जे बनाना चाहते हैं, साथ ही सामग्री की खपत और चक्र समय को कम करना चाहते हैं।