เทคโนโลยีการวัด 3 มิติ Zeiss gom

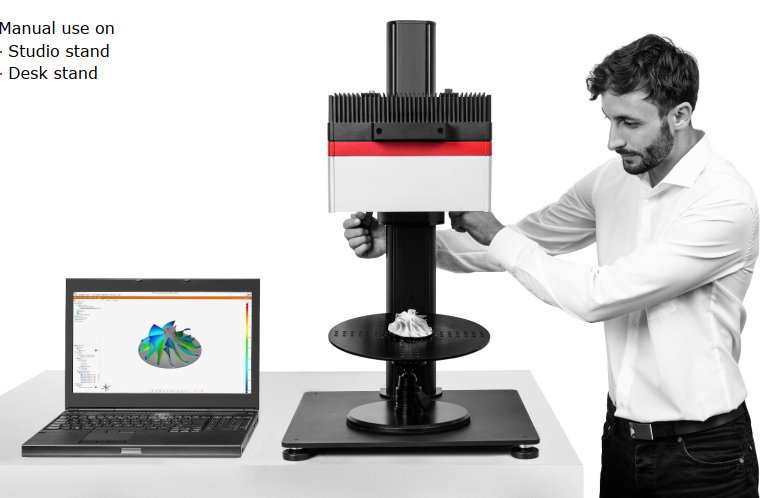
เทคโนโลยีการวัด 3 มิติแคปซูล ATOS
ด้วยการออกแบบตัวเรือน ทำให้แคปซูล ATOS มีเสถียรภาพในการทำงานสำหรับงานอัตโนมัติ ตัวเรือนแบบชิ้นเดียวที่ผลิตอย่างแม่นยำด้วยการฉีดขึ้นรูปพลาสติก ช่วยให้มีความแข็งแรงสูงสุดและได้ผลการวัดที่แม่นยำสำหรับการใช้งานในอุตสาหกรรม ชิ้นส่วนทางแสงและอิเล็กทรอนิกส์ได้รับการปกป้องจากฝุ่นละอองและน้ำกระเด็น
เครื่องวัดพิกัด 3 มิติแบบออปติคอลกำลังเข้ามาแทนที่ระบบวัดแบบสัมผัสและเกจวัดในหลายภาคอุตสาหกรรม เนื่องจากสามารถเก็บข้อมูลคุณภาพของวัตถุได้ละเอียดกว่าและตีความได้ง่ายกว่ามาก โดยใช้เวลาในการวัดสั้นกว่าอย่างเห็นได้ชัด
ในขณะที่ระบบวัดเชิงกลจะเก็บข้อมูลในลักษณะจุดหรือเชิงเส้น ระบบวัดเชิงแสงจะให้ข้อมูลแบบเต็มพื้นที่เกี่ยวกับความคลาดเคลื่อนระหว่างพิกัด 3 มิติที่แท้จริงกับข้อมูล CAD เนื่องจากข้อมูลการวัดนี้มีข้อมูลทั้งหมดของวัตถุ นอกเหนือจากความคลาดเคลื่อนของพื้นผิวจาก CAD แล้ว ซอฟต์แวร์ยังสามารถดึงข้อมูลโดยละเอียดโดยอัตโนมัติ เช่น GD&T ตำแหน่งการตัดแต่ง หรือตำแหน่งรูเจาะ
ระบบวัด GOM กว่า 14,000 ระบบทั่วโลก ช่วยรับประกันคุณภาพด้านมิติของผลิตภัณฑ์ยานยนต์ โลหะแผ่น ผลิตภัณฑ์หล่อและฉีดขึ้นรูป รวมถึงใบพัดและล้อกังหัน ในกรณีส่วนใหญ่ การวิเคราะห์โดยละเอียดไม่ได้ถูกนำมาใช้เพื่อประเมินผลแบบง่ายๆ ว่า "ผ่าน" หรือ "ไม่ผ่าน" แต่เป็นพื้นฐานสำหรับการปรับปรุงการผลิตและพารามิเตอร์ของเครื่องจักร ซึ่งเป็นส่วนหนึ่งของกระบวนการวัดที่เพิ่มมูลค่า
- ความแม่นยำสูงสุด (0.003 มม.)
- คุณสมบัติที่เล็กที่สุด
- เลนส์แบบห่อหุ้ม
- อุปกรณ์อิเล็กทรอนิกส์ที่ได้รับการปกป้อง
- กันฝุ่น / กันละอองน้ำ
- ระบบอัตโนมัติสำหรับชิ้นส่วนขนาดเล็ก
ซอฟต์แวร์ตรวจสอบที่ได้รับการรับรอง
เพื่อให้มั่นใจในความแม่นยำในการวัด ซอฟต์แวร์ GOM ได้รับการทดสอบและรับรองโดยสถาบัน PTB และ NIST สองแห่ง ความแม่นยำของซอฟต์แวร์ตรวจสอบได้รับการยืนยันโดยการเปรียบเทียบผลลัพธ์ที่ได้กับผลลัพธ์อ้างอิง ซอฟต์แวร์ GOM ถูกจัดอยู่ในหมวดที่ 1 ซึ่งเป็นหมวดที่มีค่าเบี่ยงเบนการวัดน้อยที่สุด
การเปรียบเทียบระหว่างค่าจริงกับค่าที่กำหนด – ตาข่ายรูปหลายเหลี่ยมที่คำนวณได้นั้นอธิบายถึงพื้นผิวแบบอิสระและรูปทรงเรขาคณิตมาตรฐาน ซึ่งสามารถนำไปเปรียบเทียบกับแบบร่างหรือโดยตรงกับชุดข้อมูล CAD โดยใช้การเปรียบเทียบพื้นผิว ซอฟต์แวร์นี้สามารถทำการวิเคราะห์พื้นผิวแบบ 3 มิติ รวมถึงการวิเคราะห์ส่วนตัดหรือจุดแบบ 2 มิติได้ นอกจากนี้ยังสามารถสร้างรูปทรงเรขาคณิตมาตรฐาน เช่น เส้นตรง ระนาบ วงกลม หรือทรงกระบอก จากข้อมูล CAD ได้อีกด้วย
การจัดแนว – ซอฟต์แวร์ GOM 3D มีฟังก์ชันการจัดแนวมาตรฐานทั้งหมด ซึ่งรวมถึงการจัดแนว RPS การจัดแนวแบบลำดับชั้นตามองค์ประกอบทางเรขาคณิต การจัดแนวในระบบพิกัดท้องถิ่นโดยใช้จุดอ้างอิง รวมถึงวิธีการหาค่าที่เหมาะสมที่สุดต่างๆ เช่น การหาค่าที่เหมาะสมที่สุดแบบทั่วโลกและการหาค่าที่เหมาะสมที่สุดแบบเฉพาะที่ ลูกค้ายังสามารถใช้การจัดแนวเฉพาะของตนเองได้ เช่น สำหรับใบพัดกังหัน เช่น คานสมดุลหรือแบบซ้อนกันที่ปรับสมดุลแล้ว
แผนที่แสดงข้อบกพร่องบนพื้นผิว – ฟังก์ชันนี้ตรวจจับข้อบกพร่องขนาดเล็กและแสดงผล เช่น รอยบุ๋มหรือรอยยุบ เพื่อแสดงภาพและวัดปริมาณความนูนและความยุบในระดับเฉพาะจุด แผนที่แสดงข้อบกพร่องบนพื้นผิวจะทำงานโดยตรงกับตาข่าย (mesh) โดยการเปรียบเทียบการตรวจสอบพื้นผิวตามที่กำหนดและตามจริง คุณสมบัติใหม่นี้ช่วยให้สามารถชดเชยความโค้งโดยรวมได้
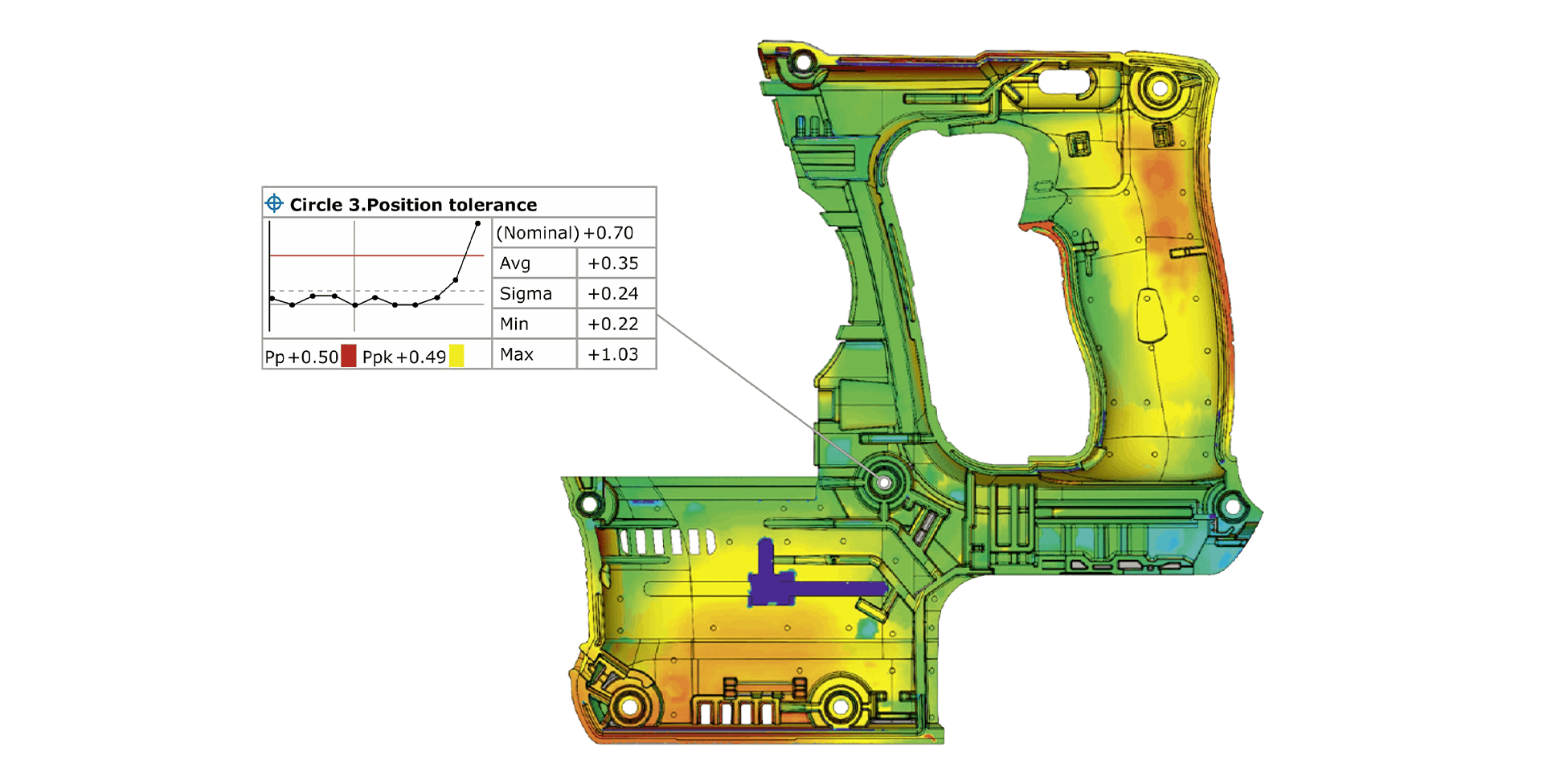
การวิเคราะห์แนวโน้ม การควบคุมกระบวนการทางสถิติ (SPC) และการวิเคราะห์การเสียรูป – แนวทางการวิเคราะห์ตามพารามิเตอร์ของซอฟต์แวร์ GOM ช่วยให้สามารถวิเคราะห์แนวโน้มสำหรับการประเมินผลหลายด้าน เช่น การควบคุมกระบวนการทางสถิติ (SPC) หรือการวิเคราะห์การเสียรูป ส่งผลให้สามารถประเมินชิ้นส่วนหรือขั้นตอนต่างๆ ภายในโครงการเดียวได้อย่างครอบคลุม และสามารถกำหนดค่าการวิเคราะห์ทางสถิติ เช่น Cp, Cpk, Pp, Ppk, Min, Max, Avg และ Sigma ได้
การวิเคราะห์ GD&T – แตกต่างจากการวิเคราะห์มิติอย่างเดียว การวิเคราะห์ GD&T มุ่งเน้นไปที่ด้านการใช้งานของชิ้นส่วน องค์ประกอบ GD&T ที่เกี่ยวข้อง ได้แก่ ความเป็นระนาบ ความขนาน หรือความเป็นทรงกระบอก ทั้งการวิเคราะห์ระยะห่างระหว่างจุดสองจุดแบบมาตรฐานและข้อกำหนดวัสดุสูงสุด รวมถึงค่าความคลาดเคลื่อนของตำแหน่งในระบบพิกัดและระบบอ้างอิงท้องถิ่นนั้นเป็นไปได้
การตรวจสอบปีกเครื่องบิน – มีฟังก์ชันพิเศษสำหรับควบคุมคุณภาพของใบพัดกังหัน ซึ่งสามารถใช้ตรวจสอบเส้นกึ่งกลางของปีก เส้นคอร์ดของปีก หรือความหนาของปีกกังหันบนพื้นฐานของภาพตัดขวาง 2 มิติได้ นอกจากนี้ยังสามารถคำนวณจุดศูนย์กลางมวล รัศมี และการบิดของปีกได้อีกด้วย
การรายงาน – โมดูลการรายงานช่วยให้ผู้ใช้สร้างรายงานที่มีภาพนิ่ง รูปภาพ ตาราง แผนภาพ ข้อความ และกราฟิก ผลลัพธ์สามารถดูและแก้ไขได้ในส่วนติดต่อผู้ใช้ รวมถึงส่งออกเป็นไฟล์ PDF เทมเพลตสามารถนำกลับมาใช้ใหม่ได้ และแต่ละฉากที่บันทึกไว้ในรายงานสามารถเรียกคืนได้ในหน้าต่าง 3 มิติ
กรณีศึกษาการประยุกต์ใช้เทคโนโลยีการวัดพิกัด 3 มิติเชิงแสงกับชิ้นส่วนฉีดขึ้นรูปพลาสติก
ข้อมูลเบื้องต้นของคดี: ผู้ผลิตชิ้นส่วนยานยนต์รายหนึ่งกำลังประสบปัญหาด้านการควบคุมคุณภาพและความแม่นยำของขนาดชิ้นส่วนพลาสติกขึ้นรูปด้วยการฉีดขึ้นรูป ชิ้นส่วนเหล่านี้เป็นส่วนประกอบสำคัญที่ใช้ในระบบต่างๆ ของรถยนต์ และแม้แต่ความคลาดเคลื่อนของขนาดเพียงเล็กน้อยก็อาจนำไปสู่ปัญหาในการประกอบและการทำงานที่ผิดปกติได้
ปัญหาที่พบ: ผู้ผลิตประสบปัญหาในการวัดรูปทรงเรขาคณิตที่ซับซ้อน คุณลักษณะที่ละเอียดอ่อน และความคลาดเคลื่อนที่แคบของชิ้นส่วนพลาสติกขึ้นรูปด้วยวิธีการฉีดขึ้นรูป โดยใช้การวัดแบบดั้งเดิม เช่น เวอร์เนียร์คาลิเปอร์ ไมโครมิเตอร์ หรือเครื่องวัดพิกัด (CMM) นอกจากนี้ เวลาและแรงงานที่ใช้ในการตรวจสอบด้วยมือยังเป็นอุปสรรคสำคัญในกระบวนการผลิต
วิธีแก้ปัญหา: เพื่อรับมือกับความท้าทายเหล่านี้ ผู้ผลิตได้นำเทคโนโลยีการวัดพิกัด 3 มิติด้วยแสงมาใช้ โดยเฉพาะอย่างยิ่งระบบแสงโครงสร้างหรือระบบสแกนด้วยเลเซอร์ สำหรับการตรวจสอบขนาดของชิ้นส่วนพลาสติกที่ขึ้นรูปด้วยการฉีด พวกเขาลงทุนในระบบวัดด้วยแสงที่มีความแม่นยำสูง พร้อมด้วยซอฟต์แวร์ขั้นสูงสำหรับการเก็บรวบรวม วิเคราะห์ และรายงานข้อมูลโดยอัตโนมัติ
การนำไปใช้:
-
การติดตั้งระบบ: ระบบวัดพิกัด 3 มิติแบบออปติคอลถูกติดตั้งในแผนกควบคุมคุณภาพที่อยู่ติดกับโรงงานฉีดขึ้นรูป ระบบประกอบด้วยกล้องความละเอียดสูง โปรเจ็กเตอร์แสงโครงสร้างหรือเลเซอร์ และระบบควบคุมการเคลื่อนที่เพื่อการกำหนดตำแหน่งที่แม่นยำ
-
การสอบเทียบ: ระบบการวัดได้ผ่านขั้นตอนการสอบเทียบอย่างเข้มงวดเพื่อให้มั่นใจได้ว่าการวัดมีความแม่นยำและสามารถทำซ้ำได้ การสอบเทียบเกี่ยวข้องกับการจัดตำแหน่งกล้อง โปรเจ็กเตอร์ และแกนควบคุมการเคลื่อนไหวให้ตรงกับระบบพิกัดอ้างอิงที่มีความแม่นยำที่ทราบแล้ว
-
การตรวจสอบชิ้นส่วน: ชิ้นส่วนพลาสติกที่ขึ้นรูปด้วยการฉีดขึ้นรูปจะถูกวางบนแท่นวัดหรืออุปกรณ์ยึด และเริ่มกระบวนการสแกนด้วยแสง แสงที่มีโครงสร้างหรือการฉายแสงเลเซอร์จะส่องสว่างไปที่พื้นผิวของชิ้นส่วน และเก็บข้อมูลได้หลายพันจุดภายในเวลาไม่กี่วินาที
-
การประมวลผลข้อมูล: ข้อมูลจุดคลาวด์ที่ได้มาถูกประมวลผลโดยใช้ซอฟต์แวร์เฉพาะทางเพื่อสร้างรูปทรงเรขาคณิต 3 มิติของชิ้นส่วนขึ้นใหม่ มีการใช้อัลกอริธึมขั้นสูงในการจัดเรียง ผสาน และวิเคราะห์ข้อมูล ทำให้สามารถวัดขนาด สกัดคุณลักษณะ และวิเคราะห์พื้นผิวได้
-
การวิเคราะห์มิติ: ซอฟต์แวร์ทำการวิเคราะห์มิติโดยเปรียบเทียบมิติที่วัดได้ของชิ้นส่วนพลาสติกกับแบบจำลอง CAD (Computer-Aided Design) หรือข้อกำหนดมาตรฐาน หากพบความคลาดเคลื่อนจากมิติเป้าหมาย ระบบจะสร้างรายงานโดยละเอียดโดยอัตโนมัติ
-
การประกันคุณภาพ: ระบบวัดพิกัด 3 มิติแบบออปติคอลช่วยให้การประกันคุณภาพครอบคลุมมากขึ้น โดยตรวจจับข้อบกพร่อง ความแปรผัน และความเบี่ยงเบนในชิ้นส่วนพลาสติกที่ขึ้นรูปด้วยการฉีดขึ้นรูป ชิ้นส่วนใดๆ ที่ไม่ได้มาตรฐานจะถูกทำเครื่องหมายไว้เพื่อตรวจสอบเพิ่มเติมหรือทำการแก้ไขใหม่
ผลลัพธ์: การนำเทคโนโลยีการวัดพิกัด 3 มิติด้วยแสงมาใช้กับชิ้นส่วนฉีดขึ้นรูปพลาสติก ทำให้ผู้ผลิตได้รับประโยชน์หลายประการ:
- ปรับปรุงความแม่นยำและความสม่ำเสมอของขนาดชิ้นส่วนที่ขึ้นรูปด้วยการฉีดขึ้นรูป
- ลดเวลาในการตรวจสอบและค่าแรงด้วยระบบการวัดและวิเคราะห์อัตโนมัติ
- เพิ่มประสิทธิภาพการควบคุมคุณภาพ ส่งผลให้มีสินค้าที่ไม่ได้มาตรฐานและงานแก้ไขน้อยลง
- เพิ่มประสิทธิภาพการผลิตและปริมาณงานโดยการปรับปรุงกระบวนการตรวจสอบให้คล่องตัวยิ่งขึ้น
โดยรวมแล้ว การนำเทคโนโลยีการวัดพิกัด 3 มิติด้วยแสงมาใช้ ช่วยเพิ่มขีดความสามารถของผู้ผลิตในการรับประกันคุณภาพและความสมบูรณ์ของมิติของชิ้นส่วนพลาสติกขึ้นรูปฉีดได้อย่างมีนัยสำคัญ ซึ่งส่งผลให้ลูกค้าพึงพอใจและเพิ่มขีดความสามารถในการแข่งขันในอุตสาหกรรมยานยนต์