Проектирование оснастки и пресс-форм
Что представляет собой процесс изготовления пресс-форм для литья пластмасс под давлением?
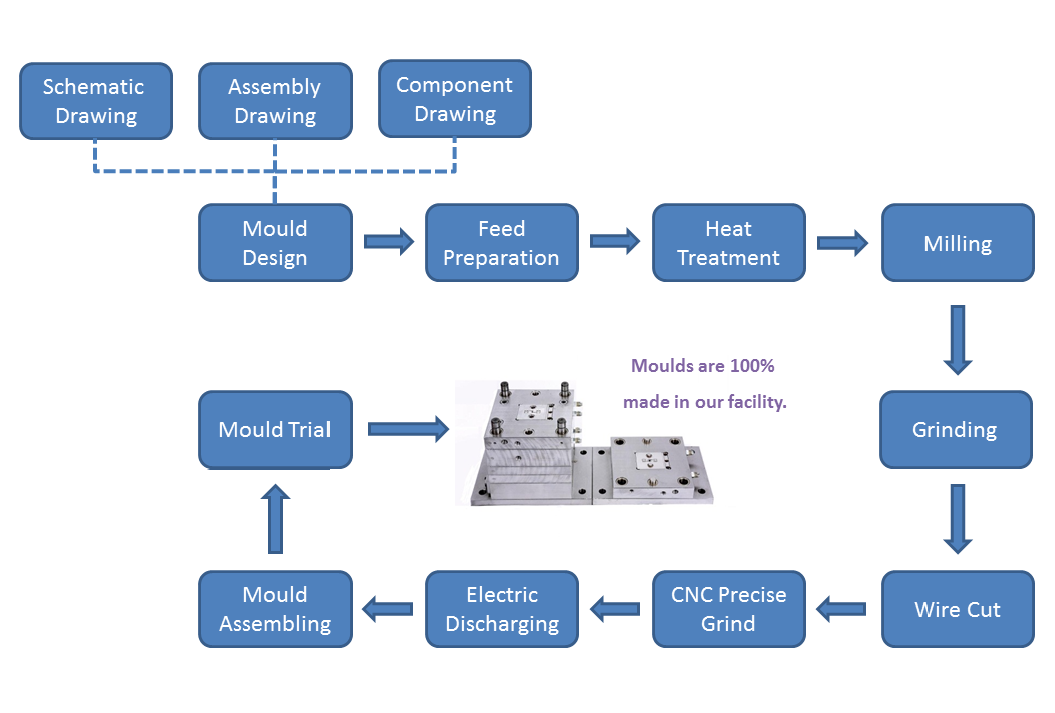
Процесс изготовления пресс-форм для литья пластмасс под давлением
1️⃣ Анализ требований и проектирование продукта
-
Подтверждение требований
-
Обсудите с заказчиком функциональность продукта, его внешний вид, предполагаемый объем производства, выбор материалов, требования к допускам, качество поверхности и бюджет.
-
-
3D-дизайн изделий
-
Создайте 3D-модель с помощью программного обеспечения САПР (CATIA, UG, SolidWorks).
-
Учитывайте углы наклона, толщину стенок, усадочные раковины, деформацию и наличие ребер жесткости.
-
-
Проектирование с учетом технологичности производства (DFM)
-
Проанализируйте потенциальные проблемы, возникающие в процессе производства: угол уклона, равномерность толщины стенок, метод извлечения из формы, расположение литникового канала и конструкция линии разъема.
-
2️⃣ Анализ потока расплава
-
Используйте программное обеспечение, такое как Autodesk Moldflow , для моделирования:
-
Расположение ворот и баланс бегунов
-
Конструкция с горячим и холодным литником
-
Возможна усадка, деформация и образование воздушных ловушки.
-
-
Предварительный анализ сокращает время проведения испытаний и производственные затраты.
3️⃣ Этап проектирования пресс-формы
-
Проектирование 2D/3D конструкции пресс-формы
-
Выберите разделительную линию
-
Определите систему выброса (выталкивающие штифты, выталкивающая пластина, пневматические эжекторы).
-
Разработайте систему охлаждения (при необходимости рассмотрите более совершенные системы, такие как PulseCooling).
-
Выберите материал основания пресс-формы и стали (например, P20, NAK80, H13).
-
-
Анализ спецификации материалов и технологического процесса.
-
Подготовьте спецификацию материалов и технологический процесс обработки.
-
Перед изготовлением необходимо провести формальную проверку проекта.
-
4️⃣ Изготовление пресс-форм
-
Черновая обработка
-
Распил стальных блоков → Черновая фрезеровка → Термическая обработка (закалка и отпуск).
-
-
Высокоточная обработка на станках с ЧПУ
-
Используйте высокоточную фрезерную обработку на станках с ЧПУ, электроэрозионную обработку (ЭЭО) и проволочную резку.
-
-
Изготовление электродов и электроэрозионная обработка
-
Изготовление медно-графитовых электродов → Выполнение электроэрозионной обработки полостей и стержней.
-
-
Полировка и текстурирование
-
Ручная или машинная полировка до зеркального блеска или заданной шероховатости; химическое травление или лазерная текстуризация при необходимости.
-
-
Сборка и установка
-
Соберите системы выталкивания, направляющие штифты/втулки и контуры охлаждения.
-
5️⃣ Испытания и корректировки пресс-форм (T1 → Tn)
-
Первое испытание (Т1)
-
Проведите первую пробную заливку на литьевой машине, проверьте наличие неполного впрыска, облоя, усадочных раковин или деформации.
-
-
Исправление ошибки
-
При необходимости внесите изменения в конструкцию ворот/направляющих, улучшите вентиляцию или отполируйте поверхности.
-
-
Множественные испытания
-
Повторяйте испытания и корректировки (T2, T3 и т. д.) до тех пор, пока изделие не будет соответствовать требованиям к размерам, внешнему виду и стабильности.
-
6️⃣ Окончательное утверждение и оформление документов
-
Контроль размеров
-
Используйте координатно-измерительные машины, оптические проекторы и штангенциркули для проверки критических размеров и коэффициентов усадки.
-
-
Финальный отборочный этап (Т-финал)
-
Проведите длительный производственный цикл для проверки долговечности и стабильности характеристик.
-
-
Доставка документации
-
Предоставьте протоколы испытаний, сертификаты на материалы, записи о термообработке, схемы охлаждения и перечни запасных частей.
-
-
Отгрузка или передача производства
-
Очистите пресс-форму, нанесите антикоррозийное покрытие, упакуйте ее и отправьте или перенесите в производство.
-
7️⃣ Массовое производство и техническое обслуживание
-
Запуск производства: установка пресс-формы, определение параметров впрыска и начало производства.
-
Регулярное техническое обслуживание: очистка каналов охлаждения, смазка направляющих штифтов/втулок и проверка системы выталкивания на износ.
-
Управление запасными частями: Подготовьте запасные вставки или компоненты для зон с высоким износом, чтобы минимизировать время простоя.
✅ Краткое содержание
Процесс изготовления пресс-форм для литья пластмасс под давлением представляет собой комплексный рабочий процесс:
-
Предварительный анализ DFM и анализ потока расплава позволяют избежать дорогостоящих переделок.
-
Высокоточная механическая обработка и многократные испытания гарантируют соответствие конечного продукта стандартам качества.
-
Надлежащая документация и постоянное техническое обслуживание гарантируют длительный срок службы пресс-форм и стабильное серийное производство.
Дополнительные часто задаваемые вопросы
1. Каковы основные этапы изготовления пресс-форм для литья пластмасс под давлением?
Процесс включает анализ требований, проектирование изделия и проверку DFM (проектирование для производства), анализ потока расплава, детальное проектирование пресс-формы, прецизионную механическую обработку и изготовление, многочисленные испытания и регулировки пресс-форм, окончательную проверку и документирование, а также текущее техническое обслуживание для серийного производства.
2. Сколько времени занимает изготовление пресс-формы для литья под давлением?
Сроки изготовления зависят от сложности и размера изделия. Изготовление простых пресс-форм может занять 4–6 недель , в то время как изготовление многогнездных или прецизионных пресс-форм может занять 10–16 недель, включая этапы проектирования, механической обработки и испытаний.
3. Какие материалы обычно используются для изготовления оснований и полостей пресс-форм?
В качестве материалов обычно используются инструментальная сталь P20 , NAK80 , закаленная сталь H13 и нержавеющая сталь для обеспечения коррозионной стойкости. Выбор зависит от объема производства, материала детали и требований к качеству поверхности.
4. Каким образом анализ потока расплава улучшает качество литья под давлением?
Анализ потока расплава в пресс-форме имитирует течение пластика внутри формы, помогая инженерам выявлять потенциальные дефекты, такие как неполное заполнение формы, деформация или усадочные раковины, до начала изготовления, что позволяет сэкономить средства и сократить количество пробных итераций.
5. Может ли компания Ming-Li Precision обрабатывать пресс-формы для крупносерийного производства?
Да. Компания Ming-Li Precision обладает обширным опытом в производстве многогнездных пресс-форм для крупных партий продукции для автомобильной, медицинской и электронной промышленности. Мы предоставляем комплексные решения, включая проектирование с учетом технологичности производства (DFM), механическую обработку, тестирование и поддержку производства.