Moldagem por injeção assistida por gás
Aplicação: Indústria Automotiva no mercado global de automóveis
A injeção de gás desloca o núcleo de polímero fundido à frente do gás, para as seções ainda não preenchidas do molde, e compensa os efeitos da contração volumétrica, completando assim as fases de preenchimento e compactação do ciclo e produzindo uma peça oca.
Tradicionalmente, os componentes moldados por injeção são projetados com uma espessura de parede relativamente constante em toda a peça. Essa diretriz de projeto ajuda a evitar grandes falhas ou defeitos, como marcas de afundamento e empenamento. No entanto, exceto nas peças mais simples, é impossível projetar um componente onde todas as seções tenham a mesma espessura. Essas variações na espessura da parede resultam em diferentes seções da peça se acomodando de forma distinta, o que, por sua vez, significa que haverá diferenças na contração ao longo da moldagem e que, consequentemente, distorções e afundamentos podem ocorrer com frequência nessas situações.

Normalmente, são necessárias pressões máximas de fechamento durante a fase de compactação de um ciclo de moldagem. Isso se deve à força que precisa ser exercida no ponto de injeção do polímero para compactar o material fundido nas extremidades da cavidade do molde, compensando a contração volumétrica do material solidificado. Em comparação com a moldagem por injeção convencional, a moldagem por injeção a gás geralmente apresenta uma distância consideravelmente menor para a compactação do material fundido solidificado, devido ao núcleo de gás. Isso significa que são necessárias pressões de compactação proporcionalmente menores para se obter os mesmos resultados e, consequentemente, forças de fechamento menores na máquina.
A injeção de gás permite a produção de componentes com baixo custo, incluindo:
- Geometria de seção espessa
- Sem marcas de afundamento
- tensões internas mínimas
- Empenamento reduzido
- Baixas pressões de fixação

Análise de enchimento e embalagem assistida por gás
A análise de enchimento e compactação assistida por gás permite estudar o comportamento do fluxo de polímero e gás dentro de um modelo de peça e examinar a influência que as modificações de projeto exercem sobre os caminhos de fluxo do polímero e do gás.
Com essas informações, o engenheiro de projeto poderá otimizar o design do produto e posicionar com precisão os pontos de injeção de polímero e gás. Além disso, garantirá que as especificações do produto sejam atendidas, utilizando todas as capacidades do processo de moldagem por injeção de gás. Modificações dispendiosas em ferramentas, longos prazos de entrega e tentativas e erros serão minimizados.
O engenheiro de processos se beneficiará da capacidade do programa de examinar os efeitos que as diferentes condições de processamento terão sobre o componente e permitir o estabelecimento de condições de processamento ideais antes do comissionamento do molde.
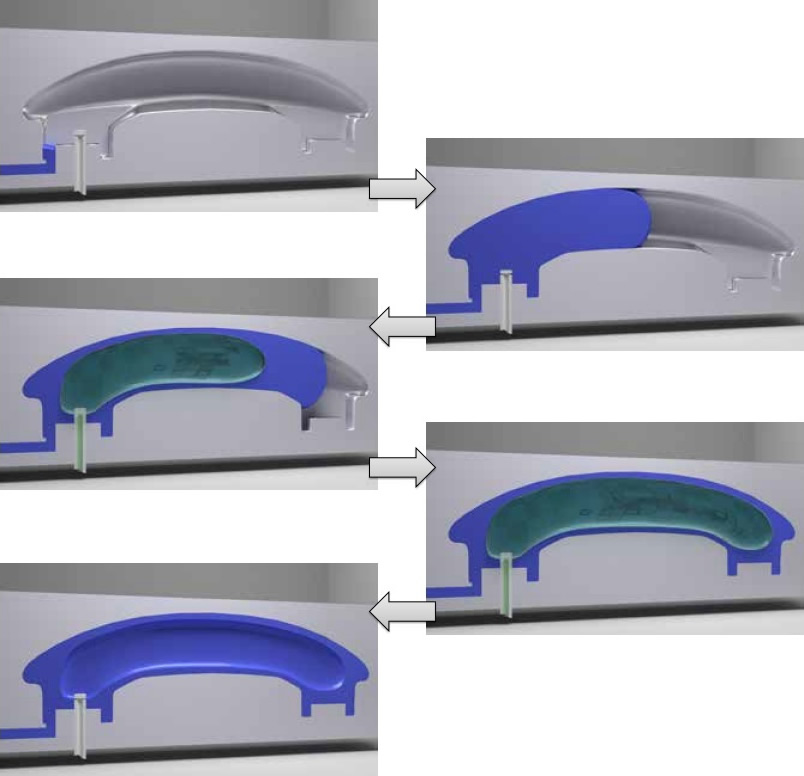
A moldagem por injeção assistida por gás é um processo utilizado para produzir peças plásticas ocas e complexas com menor consumo de material, melhor acabamento superficial e tempos de ciclo reduzidos. Veja como o processo funciona geralmente:
-
Etapa de Injeção : O processo começa como na moldagem por injeção tradicional, onde grânulos de resina plástica são alimentados na tremonha da máquina de moldagem por injeção. Os grânulos são então aquecidos e derretidos no cilindro da máquina, formando um material fundido viscoso.
-
Injeção no molde : Assim que o plástico fundido atinge a temperatura e a consistência desejadas, ele é injetado em uma cavidade do molde sob alta pressão. O molde é normalmente projetado com características e geometria para criar a forma desejada da peça final, incluindo quaisquer vazios internos ou seções ocas.
-
Etapa de Injeção de Gás : À medida que o plástico fundido preenche a cavidade do molde, um volume controlado de gás inerte (geralmente nitrogênio) é injetado no centro do plástico fundido através de uma porta ou bico de injeção de gás. O gás desloca o plástico fundido do centro da peça, forçando-o a fluir e a se compactar contra as paredes do molde.
-
Manutenção da pressão e resfriamento : Após a injeção de gás, a pressão é mantida por um curto período para pressionar o plástico contra as paredes do molde e evitar marcas de afundamento ou deformações durante o resfriamento e a solidificação da peça. Em seguida, o molde é resfriado por meio de canais de água para acelerar o processo de solidificação.
-
Ejeção da peça : Após o plástico esfriar e solidificar completamente, o molde se abre e a peça acabada é ejetada da cavidade. O gás aprisionado nas partes ocas da peça é normalmente liberado durante a abertura do molde.
-
Operações secundárias (se necessário) : Dependendo do projeto e dos requisitos da peça, operações secundárias como corte, furação ou montagem podem ser realizadas para finalizar a peça.
Os principais benefícios da moldagem por injeção assistida por gás incluem:
- Redução do consumo de material: A assistência a gás permite a criação de seções ocas na peça, reduzindo o consumo de material em comparação com peças maciças.
- Qualidade das peças aprimorada: O auxílio de gás ajuda a reduzir marcas de retração, empenamento e defeitos superficiais, fornecendo pressão uniforme durante o resfriamento.
- Maior flexibilidade de design: O processo permite a produção de peças complexas com geometrias intrincadas e características internas.
- Ciclos mais curtos: A assistência a gás pode reduzir os tempos de ciclo, acelerando o processo de resfriamento e permitindo velocidades de injeção mais rápidas.
A moldagem por injeção assistida por gás é comumente usada em vários setores, incluindo automotivo, bens de consumo, eletrônicos e dispositivos médicos, para produzir uma ampla gama de peças, como componentes automotivos, carcaças de eletrodomésticos, puxadores e invólucros.
Esta é apenas uma visão geral parcial da Moldagem por Injeção Assistida por Gás. Será que essa é a solução ideal para você? Não tem certeza de como aplicá-la ao seu próximo projeto? Entre em contato com nossos especialistas técnicos e poderemos oferecer orientações úteis sobre como obter os melhores resultados com ambos os processos.

